













Разница между машинной и ручной разверткой: таблица сравнения
Для тех, у кого нет времени на детали, вот быстрое сравнение. Этот блок поможет принять 80% решений прямо сейчас.
| Параметр | Ручная развертка | Машинная развертка |
| Объем работ | Единичные детали, ремонт, подгонка | Серийное и массовое производство |
| Требования к точности | Средняя, сильно зависит от квалификации оператора | Высокая, стабильная повторяемость |
| Доступное оборудование | Достаточно тисков и воротка | Требуется сверлильный, токарный станок или ОЦ с ЧПУ |
| Стоимость | Низкая стоимость инструмента, но высокая цена ручного труда | Высокая стоимость инструмента и оснастки, но низкая себестоимость в серии |
| Идеально для... | Ремонтных мастерских, единичного производства, работы "по месту" | Промышленных предприятий с плановым производством |
Технология развертывания отверстий: квалитет и шероховатость
Определение: финальный штрих для достижения точности
Развертывание — это чистовая операция резания, которой завершают обработку отверстия после сверления, зенкерования или растачивания. Представьте себе работу ювелира: сверло делает грубый контур, а развертка доводит его до совершенства, снимая тончайший слой металла (припуск).
Ключевые цели развертывания
Этот процесс преследует три основные цели. Во-первых, достижение высокой точности диаметра и получение нужного квалитета точности (обычно IT6-IT9), что критично для допуска посадки сопрягаемых деталей. Во-вторых, обеспечение правильной геометрии — идеальной цилиндричности и соосности. В-третьих, получение гладкой поверхности с низкой шероховатостью (Ra 0.32 - 1.25 мкм), что снижает износ и повышает надежность узла.
Ручные развертки по металлу: виды, ГОСТ и область применения
Развертка ручная по металлу — это инструмент для точечных и деликатных задач, где главную роль играет не скорость, а руки мастера.
Конструктивные особенности для работы вручную
Главное отличие ручной развертки — ее конструкция, заточенная под работу с воротком. У нее всегда квадратный хвостовик для надежной фиксации и предотвращения проворота. Вторая важная черта — длинная заборная (режущая) часть. Этот пологий конус на входе обеспечивает плавное врезание в материал и облегчает самоцентрирование инструмента. Так как работа осуществляется с небольшими скоростями резания, наиболее рационально использовать инструмент из инструментальных легированных сталей. Мы советуем выбирать ручные развертки по ГОСТ 7722-77 из стали 9ХС, так как этот сплав отлично держит острую кромку при малых оборотах и обеспечивает высокую чистоту поверхности при ручной доводке посадочных мест.
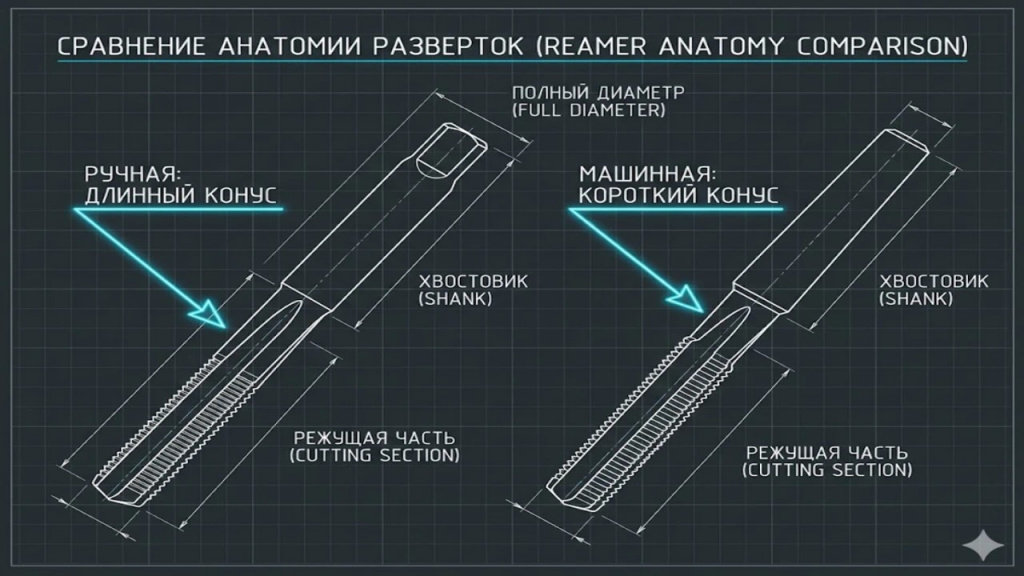
Длинная заборная часть ручного инструмента прощает небольшие перекосы и облегчает центрирование.
Основные виды ручных разверток
Цилиндрические: цельные и регулируемые (разжимные)
Цельные цилиндрические развертки — самый распространенный тип для получения точного диаметра. Регулируемые (разжимные) позволяют в небольших пределах изменять диаметр, что удобно для получения нестандартных размеров или подгонки изношенного инструмента.
Конические: для обработки отверстий под конус (в т.ч. конус Морзе)
Эти развертки нужны для создания точных конических отверстий, например, под штифты или инструментальные конусы.
Области применения: когда ручной метод незаменим?
Ручной подход идеален для ремонтных работ, когда нужно подогнать одну деталь под другую прямо "по месту". Он незаменим в единичном и мелкосерийном производстве, где наладка станка экономически нецелесообразна. И конечно, без него не обойтись при работе в труднодоступных местах, куда станочную оснастку просто не подвести.
Машинные станочные развертки: типы хвостовиков и материалы
Машинная развертка — это инструмент для скорости, производительности и повторяемости, рабочая лошадка серийного производства.
Конструктивные отличия для станочного применения
Основное, чем отличается ручная и машинная развертка, — это хвостовик и заборная часть. Хвостовик машинной развертки может быть цилиндрическим для зажима в кулачковый патрон, либо коническим (чаще всего конус Морзе) для установки непосредственно в шпиндель. Заборная часть у нее заметно короче, так как идеальное центрирование обеспечивает сам станок. Из-за высоких скоростей обработки в серийном производстве к материалу инструмента предъявляются жесткие требования по теплостойкости. Именно поэтому стандартом для промышленности являются машинные развертки Р6М5 (из быстрорежущей стали), которые сохраняют твердость режущих кромок даже при значительном нагреве в процессе работы на станке.
Классификация машинных разверток
Цельные и насадные (для больших диаметров)
Как и ручные, машинные развертки бывают цельными. Для больших диаметров (свыше 40-50 мм) экономически выгоднее использовать насадные конструкции, где на стальную оправку устанавливается режущая головка.
С твердосплавными пластинами (для высокой производительности и обработки твердых материалов)
Для обработки закаленных сталей или работы на высоких скоростях применяют развертки со сменными или напайными твердосплавными пластинами. Они дороже, но их ресурс и производительность в разы выше.
Машинно-ручные: универсальный вариант с квадратным концом на хвостовике.
Это компромиссный вариант. Развертка цилиндрическая машинная имеет на торце хвостовика небольшой квадрат, позволяющий при необходимости использовать ее с воротком. Однако из-за короткой заборной части работать ей вручную сложнее, чем классической ручной.
Сферы применения: где правит автоматизация?
Машинное развертывание — стандарт для серийного и массового производства на сверлильных станках, обрабатывающих центрах с ЧПУ и токарных автоматах. Везде, где требуется обработать сотни или тысячи одинаковых отверстий с гарантированной точностью и минимальными затратами времени на одну деталь.
Ручная vs. Машинная: детальное сравнение по 5 ключевым параметрам
Для глубокого понимания разницы и осознанного выбора, давайте сравним оба метода по критически важным для производства критериям.
| Параметр | Ручная развертка | Машинная развертка | Комментарий эксперта |
| 1. Производительность | Очень низкая. Весь процесс зависит от физической работы человека. | Очень высокая. Время обработки одного отверстия измеряется секундами. | На обработку одного отверстия вручную может уйти 2-5 минут, на станке — 10-30 секунд. |
| 2. Точность и повторяемость | Зависит от опыта оператора. Риск перекоса и ошибки выше. | Стабильно высокая. Станок обеспечивает жесткость и соосность. | При серийном производстве только станок гарантирует, что сотая деталь будет идентична первой. |
| 3. Стоимость (инструмент + процесс) | Низкая стоимость инструмента, высокая стоимость рабочего времени. | Высокая цена инструмента и оснастки, но низкая себестоимость детали в серии. | Ручная работа выгодна на 1-10 деталях. Машинная — на сотнях и тысячах. |
| 4. Требования к оборудованию и квалификации | Требуется только вороток и тиски. Квалификация оператора — ключевой фактор. | Требуется дорогостоящий станок и оснастка. Нужен квалифицированный наладчик. | В ручном методе "мозг" — в руках оператора, в машинном — в программе ЧПУ и наладке. |
| 5. Гибкость и универсальность | Максимальная. Можно работать в любом месте, с любой деталью. | Низкая. Привязана к станку и его рабочей зоне. | Ручной инструмент можно взять с собой "в поле", станок — нет. |
Анализ экономической целесообразности: когда окупается машинная обработка?
Выбор между ручным и машинным методом — это всегда инженерный компромисс между затратами и производительностью. Переход на станочную обработку имеет свою "точку безубыточности". Нужно посчитать, при каком количестве деталей в партии экономия на скорости и снижении брака перекроет затраты на инструмент, оснастку и амортизацию оборудования.
По нашему опыту в «РосИнструмент», переход на машинное развертывание целесообразен при серийности от 50-100 одинаковых деталей в месяц. Это позволяет снизить себестоимость единицы продукции на 30-40% за счет скорости и снижения брака, вызванного человеческим фактором. — Шестопалов Александр Сергеевич, директор ООО "РИ96"
Чек-лист технолога: 5 шагов по выбору инструмента
Этот алгоритм поможет вам принять взвешенное решение, основанное на параметрах вашей конкретной задачи.
Шаг 1: Оцените объем производства (серийность)
Это главный вопрос. Речь идет о 5 деталях для ремонта или о партии в 500 штук для нового изделия? Для единиц — однозначно ручной метод. Для серии — смотрим дальше.
Шаг 2: Определите требования к точности (квалитет) и шероховатости (Ra)
Если требуется высочайшая повторяемость и точность по 6-7 квалитету на всей партии, выбор очевиден — только станок. Если допуск свободнее и небольшие отклонения допустимы, ручной метод может подойти.
Шаг 3: Проверьте доступное оборудование и оснастку
Есть ли у вас свободный и исправный станок, способный обеспечить нужную точность? Есть ли подходящие патроны, оправки и СОЖ? Если нет, ручная обработка — ваш единственный вариант.
Шаг 4: Проанализируйте геометрию детали и доступ к отверстию
Возможно ли закрепить деталь на станке? Не перекрывает ли доступ к отверстию другой элемент конструкции? Для крупногабаритных или сложных корпусных деталей ручная развертка часто бывает единственным решением.
Шаг 5: Учтите материал заготовки и его свойства
Обработка вязких нержавеющих сталей или жаропрочных сплавов требует жесткого контроля режимов резания и обильной подачи СОЖ. Обеспечить это стабильно вручную крайне сложно, велик риск получить наклеп или испортить инструмент. Здесь преимущество у станка.
Правила работы: припуски, обороты и подача при развертывании
Подготовка отверстия: как рассчитать припуск под развертывание?
Ключ к успеху — правильный припуск. Слишком маленький припуск не позволит развертке исправить погрешности геометрии, и режущая кромка будет скользить, а не резать. Слишком большой — вызовет перегрузку инструмента, его поломку и образование рваной поверхности. Обычно припуск составляет от 0.05 мм для малых диаметров до 0.3-0.5 мм для больших. Точные значения берутся из справочников технолога и зависят от диаметра и материала.
Техника ручного развертывания: 5 правил работы с воротком
Работа вручную требует аккуратности. Правило первое: надежно закрепите деталь. Второе: обеспечьте соосность развертки и отверстия на входе. Третье: вращайте вороток плавно, с легким равномерным нажимом. Четвертое, и самое важное: вращение только по часовой стрелке, даже при выходе из отверстия. Пятое: используйте СОЖ или масло для облегчения резания и улучшения чистоты поверхности.

Главное правило работы вручную — вращение только по часовой стрелке с легким, равномерным нажимом.
Особенности машинного развертывания: центровка, фиксация и режимы
На станке главная задача — обеспечить жесткость системы "станок-инструмент-деталь". Используйте качественные патроны (лучше цанговые или гидравлические), чтобы минимизировать биение. Для особо точных задач применяют "плавающие" оправки, которые компенсируют малейшую несоосность шпинделя и отверстия.

На станке качество поверхности и стойкость инструмента критически зависят от жесткости фиксации и правильной подачи охлаждающей жидкости.
Выбор режимов резания (скорость и подача) и СОЖ
Скорость резания при развертывании обычно в 2-3 раза ниже, чем при сверлении того же материала. Подача, наоборот, должна быть достаточно большой. Это позволяет каждой режущей кромке снимать толстую стружку, а не скользить по поверхности, вызывая ее упрочнение (наклеп) и износ инструмента. Выбор СОЖ зависит от материала; обильная подача обязательна.
Рекомендуемые режимы резания основаны на данных из справочников, например, «Справочника технолога-машиностроителя» под редакцией А.Г. Косиловой и Р.К. Мещерякова.
Типичные ошибки и способы их устранения: почему отверстие "не получилось"?
Проблема: Овальное или конусное отверстие. Причины и решения.
Чаще всего это результат перекоса инструмента (при ручной работе) или несоосности отверстия и шпинделя станка (при машинной). Решение: использовать плавающие оправки, тщательно выверять соосность, а при ручной работе — использовать направляющие втулки. Цена ошибки здесь — полная негодность детали, что при стоимости материала и затраченного времени может составить тысячи рублей.
Проблема: Задиры и плохая шероховатость. Причины и решения.
Возможные виновники: затупившаяся развертка, слишком малый припуск, неправильные режимы резания (слишком высокая скорость или малая подача), отсутствие СОЖ. Решение: заточить или заменить инструмент, скорректировать припуск и режимы, обеспечить обильную подачу смазки.
Проблема: Развертка ломается или быстро тупится. Причины и решения.
Причина почти всегда в слишком большом припуске на обработку или в попадании на твердые включения в материале. Также к поломке ведет чрезмерное биение инструмента в патроне. Решение: строго контролировать диаметр отверстия перед развертыванием, использовать качественную оснастку.
Часто задаваемые вопросы (FAQ)
Можно ли использовать машинную развертку вручную?
Технически да, если у нее есть квадрат на конце хвостовика. Но это неудобно и рискованно. Из-за короткой заборной части ее сложно правильно отцентрировать, велик риск получить перекос и испортить отверстие. Это компромисс, допустимый лишь в крайнем случае.
Какой точный припуск оставлять под развертывание для стали 45?
Для среднего диаметра 20 мм рекомендуемый припуск на диаметр для стали 45 составит примерно 0.15-0.20 мм. Однако точное значение всегда лучше уточнять по технологическим справочникам, так как оно зависит от точности предыдущей обработки.
Нужно ли затачивать развертки и как часто?
Да, обязательно. Затупившаяся развертка не режет, а "давит" металл, ухудшая качество поверхности и разбивая размер. Частота заточки зависит от интенсивности использования и обрабатываемого материала. Признак необходимости заточки — ухудшение шероховатости, появление характерного блеска на режущих кромках.
Почему развертку нельзя вращать в обратную сторону?
При вращении против часовой стрелки режущие кромки, имеющие специальную геометрию, не режут, а затирают поверхность. Что еще хуже, мелкая стружка может попасть под кромку, образуя глубокую царапину (задир) на всей длине отверстия. Инструмент выводится из отверстия либо продолжая вращение по часовой стрелке, либо просто прямолинейным движением.
Как правильно хранить развертки для сохранения точности?
Развертки — точный инструмент. Их нельзя хранить навалом в ящике, где они могут биться друг о друга и о другой инструмент. Идеально — хранить их в индивидуальных пластиковых тубусах или в ложементах с ячейками, защищая режущие кромки от повреждений.
Ключевые выводы и рекомендации эксперта
Выбор между ручной и машинной разверткой — это не вопрос "что лучше?", а вопрос "что целесообразнее для конкретной задачи?".
Если ваша работа — это ремонт, подгонка, создание прототипов или работа с уникальными, крупногабаритными деталями, ваш выбор — ручная развертка. Она дает гибкость и не требует дорогого оборудования.
Если же вы работаете в условиях серийного производства, где на счету каждая секунда, а повторяемость результата — закон, то без машинной развертки не обойтись. Инвестиции в инструмент и оснастку быстро окупятся за счет скорости и стабильного качества. Главное — правильно оценить задачу и выбрать тот инструмент, который решит ее максимально эффективно.