













Подготовка токарно-винторезного станка и выбор режущего инструмента
Для получения качественной резьбы с первого раза необходимо безукоризненно выполнить три шага: выбрать и подготовить правильный резец, настроить кинематическую цепь станка под нужный шаг и сделать пробный проход для контроля. Этот блок — самая суть процесса, без лишней теории, для тех, кому результат нужен здесь и сейчас.
Шаг 1: Подбор и центровка резьбового резца
Выбор режущего инструмента напрямую зависит от материала заготовки, серийности производства и требований к точности. Основной выбор стоит между классическими напайными или цельными резцами из быстрорежущей стали (HSS) и современными сборными конструкциями со сменными твердосплавными пластинами (СМП). Если вы только комплектуете свой цех и ищете надежную оснастку, мы рекомендуем выбирать токарные резцы от проверенных производителей, так как геометрия державки и качество твердого сплава — это фундамент, без которого не получить точного профиля резьбы.
Резьбовые резцы: HSS (быстрорез) vs твердосплавные пластины
| Параметр | HSS (быстрорежущая сталь) | Твердосплавные пластины (СМП) |
| Цена | Низкая | Высокая (первоначальная закупка державки и пластин) |
| Стойкость | Низкая | Высокая (в 5-10 раз выше, чем у HSS) |
| Скорость резания | Низкая (до 20 м/мин) | Высокая (100-250 м/мин и выше) |
| Требования к станку | Низкие, подходит для старых станков | Высокие (жесткость, мощность, отсутствие люфтов) |
| Возможность переточки | Да, многократная | Нет (только поворот/смена пластины) |
В «РосИнструменте» мы придерживаемся принципа «одного окна»: у нас на складе есть как доступные резцы из быстрореза для ремонтных нужд, так и производительные твердосплавные системы для серийного производства. Это экономит время наших клиентов: не нужно искать инструмент в разных местах, можно сразу получить решение под конкретную задачу и бюджет.
Установка резца: строгий центр и перпендикулярность
Ключевой момент, от которого зависит 90% успеха — это установка резца. Вершина режущей кромки должна быть выставлена строго по центру оси вращения заготовки с точностью до сотых долей миллиметра. Установка выше центра приведет к искажению профиля и увеличению заднего угла, ниже — к трению, затирам и «рваной» резьбе.
Цена ошибки: Неправильная установка резца ниже центра на 0.5 мм при нарезании резьбы М20. Результат: «рваная» поверхность, скрежет и поломка вершины резца на третьем проходе. Вы теряете: 1) стоимость заготовки (например, 1500 руб.); 2) стоимость режущей пластины (800 руб.); 3) время на переустановку и новую попытку (20-30 минут). Итого, одна мелкая небрежность обходится почти в 2500 рублей и полчаса простоя станка.
Шаг 2: Настройка гитары сменных шестерен и коробки подач
Чтобы суппорт станка перемещался с нужной скоростью относительно вращения шпинделя, необходимо правильно настроить коробку подач. На большинстве станков для этого используются таблицы, размещенные прямо на корпусе.

Правильное передаточное отношение шестерен гарантирует точное совпадение шага резьбы.
Чтение таблицы на станке: как найти нужную комбинацию
Таблицы на станке показывают, в какое положение нужно установить рукоятки коробки скоростей и коробки подач для получения требуемого шага резьбы. Для метрических резьб обычно есть свой набор положений, для дюймовых, модульных и питчевых — свои. Главное — внимательно сопоставить желаемый шаг с символами на табличке.
Установка сменных шестерен (гитары): практическое руководство
Если нужный шаг нельзя выставить только рукоятками, приходится менять сменные шестерни в гитаре. Это механизм, который соединяет вал шпинделя с валом коробки подач. Комбинация чисел зубьев на ведущей и ведомой шестернях определяет финальное передаточное отношение.
Александр Шестопалов: Совет из практики: Перед установкой шестерен нанесите на зубья немного консистентной смазки. Это снизит шум и износ. И всегда проверяйте отсутствие люфта после затяжки, но и не перетягивайте — шестерни должны вращаться свободно, без закусываний.
Шаг 3: Пробный проход и работа с резьбомером
Перед полноценным резанием сделайте легкий касательный проход (буквально «процарапайте» риску) на длине 5-10 мм. Затем, не сдвигая продольный суппорт, остановите станок и приложите к полученной риске резьбовой шаблон (резьбомер). Если зубья шаблона точно ложатся в канавку — настройка верна.
Технология нарезания: от первого прохода до чистовой обработки
После того как станок настроен, начинается сам процесс резания. Здесь важна системность, понимание работы механизмов станка и правильная стратегия съема металла.
Правила работы с маточной гайкой и лимбом
Для нарезания резьбы включается маточная гайка, которая жестко связывает суппорт с ходовым винтом. Это обеспечивает синхронное движение резца.
Золотое правило: когда можно и когда нельзя размыкать маточную гайку
При нарезании стандартных метрических резьб на большинстве советских и российских станков маточную гайку можно размыкать в конце каждого прохода. Специальный резьбоуказатель на фартуке покажет, в какой момент ее можно снова включить, чтобы резец попал точно в нитку. НО! При нарезании дюймовых, трапецеидальных и других нестандартных резьб размыкать маточную гайку категорически запрещено. В этом случае реверс суппорта осуществляется реверсом вращения шпинделя.
Включение по лимбу: универсальный метод для нестандартных шагов
При работе без размыкания маточной гайки в конце прохода резец отводится от детали поперечной подачей, шпиндель реверсируется, суппорт возвращается в начало, резец подводится обратно на ту же глубину плюс припуск на следующий проход. Все перемещения контролируются по лимбу поперечной подачи.
Стратегия резания: сколько металла снимать за один проход
Не пытайтесь нарезать резьбу за один проход. Это приведет к поломке инструмента, браку детали и может повредить станок. Резьба нарезается за несколько последовательных проходов с постепенным увеличением глубины.
Первый проход: формирование профиля
Первый проход обычно самый глубокий. Его задача — четко обозначить профиль резьбы и сформировать первую стружку. Глубина может составлять 0.3-0.5 мм в зависимости от шага.
Последующие проходы: уменьшение глубины для снижения нагрузки
С каждым последующим проходом глубина резания должна уменьшаться. Это связано с тем, что увеличивается площадь контакта резца с заготовкой, а значит, растут и силы резания. Например: 1-й проход — 0.4 мм, 2-й — 0.3 мм, 3-й — 0.2 мм, 4-й — 0.1 мм, и так далее.
Чистовой ("пружинный") проход: секрет гладкой поверхности
Когда резьба почти нарезана до нужного диаметра, выполните один или два «пружинных» прохода. Это означает, что вы запускаете проход без добавления глубины по лимбу. Резец за счет упругих деформаций системы снимет сотые доли миллиметра, уберет погрешности и обеспечит гладкую, чистую поверхность.
Специфика нарезания внутренней резьбы в отверстии
Нарезание внутренней резьбы резцом требует большего внимания и опыта. Основные проблемы — ограниченный обзор, сложный отвод стружки и склонность инструмента к вибрациям.
Отличия в инструменте и режимах
Для внутренней резьбы используются специальные расточные резьбовые резцы. Их державка должна быть максимально короткой и толстой, чтобы обеспечить жесткость. Скорости резания обычно на 10-20% ниже, чем при нарезании наружной резьбы, чтобы уменьшить риск вибраций.
Как избежать вибраций и дробления
Ключ к успеху — жесткость. Убедитесь, что вылет резца из резцедержателя минимально возможный. Используйте обильную подачу СОЖ прямо в зону резания для вымывания стружки. Стружка, застрявшая в отверстии, — почти гарантированная причина поломки инструмента или брака.
Дефекты резьбы: таблица причин брака и способы их устранения
Нарезать резьбу — это половина дела. Вторая половина — убедиться, что она соответствует требованиям чертежа.
Инструменты контроля: от шаблона до калибра
Для оценки качества резьбы используется несколько инструментов разной степени точности.
Резьбомер (резьбовой шаблон): быстрая проверка шага
Это самый простой инструмент для оперативного контроля шага. Если шаблон плотно, без просветов, ложится в нарезанный профиль, значит, шаг настроен верно.

Если просвета между зубьями шаблона и резьбой нет — станок настроен безупречно.
Резьбовой калибр ПР-НЕ: финальная проверка точности
Для ответственных соединений используется комплект резьбовых калибров. Проходная сторона (ПР) должна свободно навинчиваться на всю длину резьбы. Непроходная (НЕ) — не должна навинчиваться более чем на один-два витка. Если это условие выполняется, резьба считается годной.
Таблица неисправностей: что пошло не так и как это исправить
Этот раздел — результат многолетнего опыта, нашего и наших клиентов. Мы в «РосИнструменте» считаем своей ответственностью не просто продать инструмент, а помочь им правильно работать.
| Проблема | Вероятная причина | Способ решения |
| Рваная резьба | 1. Резец установлен ниже центра. 2. Слишком низкая скорость резания. 3. Затупился резец. 4. Неправильный задний угол. | 1. Выставить резец строго по центру. 2. Увеличить обороты шпинделя. 3. Переточить или сменить пластину. 4. Проверить затыловку резца. |
| Неверный шаг (срыв резьбы) | 1. Неправильно настроена гитара или коробка подач. 2. Размыкание маточной гайки на нестандартной резьбе. | 1. Перепроверить настройку станка по таблице. 2. Работать без размыкания гайки, используя реверс шпинделя. |
| Дробление, вибрация | 1. Недостаточная жесткость системы (длинный вылет резца). 2. Слишком большая глубина резания. 3. Люфты в суппорте. | 1. Уменьшить вылет резца. 2. Уменьшить глубину прохода. 3. Отрегулировать клинья суппорта. |
| Задир на обратном ходе | Резец не был отведен от детали перед реверсом суппорта. | Обязательно отводить резец поперечной подачей минимум на 0.5-1 мм перед возвратом в исходное положение. |
Теория резьбовых соединений и альтернативные методы обработки
Для тех, кто хочет глубже понять процессы и знать об альтернативах, мы подготовили этот небольшой теоретический блок.
Анатомия профиля: шаг, ход и основные диаметры
Резьба — это винтовая канавка определенного профиля на цилиндрической или конической поверхности.
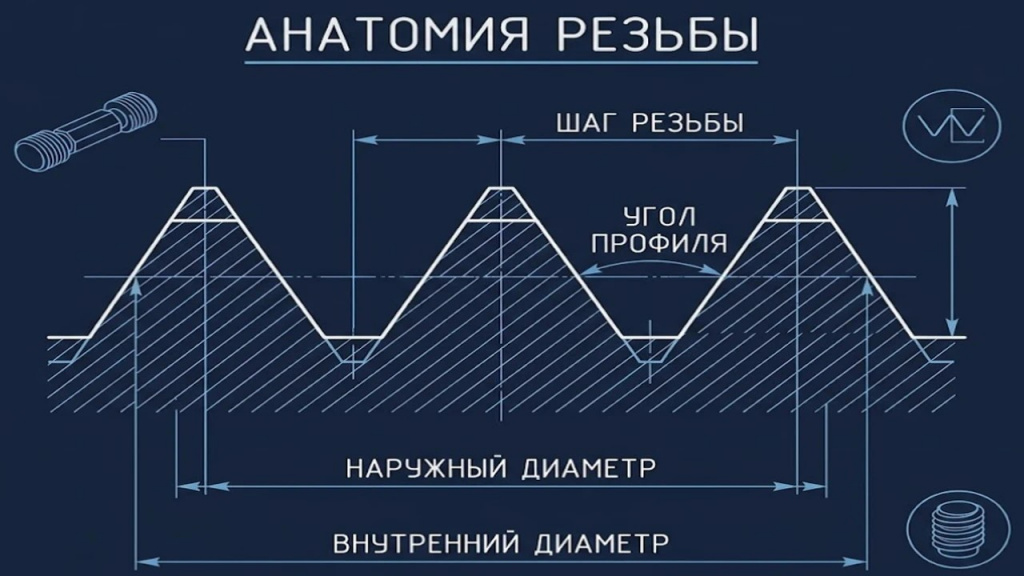
Основные элементы метрической резьбы, которые необходимо контролировать при нарезании.
Профиль: метрическая, дюймовая, трапецеидальная, упорная
Самый распространенный тип — метрическая резьба с углом профиля 60°. В англоязычных странах распространена дюймовая резьба (UNC, UNF) с углом 55°. Для передачи движения в винтовых передачах используется трапецеидальная (угол 30°), а для восприятия больших односторонних нагрузок — упорная резьба.
Шаг, ход, диаметры и направление (правая/левая)
Шаг — расстояние между двумя соседними витками. Ход — расстояние, на которое переместится гайка за один оборот (для однозаходной резьбы шаг равен ходу). Также различают наружный, внутренний и средний диаметры резьбы. По направлению винтовой линии резьба бывает правая (стандартная) и левая.
Накатка, машинные метчики и токарные плашки
Токарный резец — не единственный способ получить резьбу. В зависимости от задачи применяются и другие методы.
Накатывание резьбы роликами: когда прочность важнее точности
При накатывании резьба не нарезается, а формируется пластической деформацией материала специальными роликами. Такая резьба прочнее (за счет наклепа), но может быть менее точной. Метод идеально подходит для массового производства крепежа.
Метчики и плашки: для серийного производства и ремонта
Для нарезания внутренних резьб небольшого диаметра в серийном производстве или при ремонтных работах незаменимы метчики. Для наружных резьб аналогичную функцию выполняют плашки. Это быстрый и простой способ, не требующий сложной настройки станка.
Техника безопасности при работе на токарном станке
Никакая деталь не стоит вашего здоровья. Работая на токарном станке, вы имеете дело с высокими скоростями, острым инструментом и горячей стружкой.
Подготовка рабочего места и СИЗ
Перед началом работы всегда надевайте защитные очки. Убедитесь, что одежда застегнута, рукава не болтаются, а длинные волосы убраны под головной убор. На рабочем месте не должно быть ничего лишнего.
Опасные моменты при нарезании резьбы
Особую опасность представляет длинная сливная стружка — она может намотаться на заготовку или патрон, превратившись в режущий хлыст. Используйте стружколом на пластине или периодически ломайте стружку крючком с безопасного расстояния. Никогда не пытайтесь убрать стружку руками при вращающемся шпинделе.
Действия в экстренной ситуации
Ваша первая реакция на любую нештатную ситуацию (странный звук, поломка, затягивание чего-либо) — нажать на кнопку аварийной остановки. Ваш мозг должен выработать этот рефлекс.
Часто задаваемые вопросы
Какую скорость вращения шпинделя выбрать для нарезания резьбы?
Для резцов из быстрорежущей стали (HSS) скорость резания обычно не превышает 15-20 м/мин. Для твердосплавных пластин она может достигать 150-200 м/мин и более, в зависимости от материала. Начинающим рекомендую ставить обороты в 2-3 раза ниже, чем при обычном точении, чтобы было время на реакцию.
Нужно ли использовать СОЖ (смазочно-охлаждающую жидкость)?
Да, обязательно. СОЖ не только охлаждает зону резания, продлевая жизнь инструменту, но и смазывает поверхность, улучшая качество резьбы и помогая эвакуировать стружку. Исключение — обработка чугуна, который обрабатывается «на сухую».
Можно ли нарезать резьбу на станке без гитары сменных шестерен?
Современные станки с ЧПУ или цифровой индикацией часто имеют электронную «гитару» и не требуют смены шестерен. На универсальных станках без гитары нарезать точную резьбу невозможно, так как не получится создать нужную кинематическую связь между шпинделем и суппортом.
Что делать, если резец сломался в середине прохода?
Немедленно остановить станок. Вывести суппорт. Заменить резец или пластину. Аккуратно подвести новый резец к детали «на глазок», затем вручную провернуть патрон и, используя лимб поперечной подачи, «поймать» виток резьбы. Только после этого можно продолжать, начав с «пружинного» прохода для проверки.
Как нарезать левую резьбу?
Для нарезания левой резьбы необходимо изменить направление подачи суппорта. На большинстве станков для этого есть специальный рычаг реверса подачи. Движение суппорта должно происходить от задней бабки к патрону. Вращение шпинделя при этом остается прежним.
Итоги: как избежать брака при токарной обработке резьбы
Как видите, нарезание резьбы — процесс, требующий внимания к деталям. Но при системном подходе он становится понятной и управляемой операцией.
Ключевые принципы для достижения максимальной точности
В основе нашей работы в «РосИнструменте» лежит принцип ответственности за результат клиента. Поэтому мой финальный совет: не экономьте на трех вещах — на качестве инструмента, на времени для правильной настройки и на измерительных приборах. Именно эта триада отделяет ремесленника от мастера, а опытное производство от кустарного. Успешной работы