













Автор: Шестопалов Александр Сергеевич, директор и собственник «РосИнструмент». Опыт в сфере металлообработки с 2004 года. |
Как директор компании, которая с 2007 года обеспечивает производства металлорежущим инструментом, я знаю, что маркировка резца или пластины — это не просто набор букв и цифр. Это инженерный язык, который, если его понимать, экономит вам время, деньги и нервы. Эта страница — ваш исчерпывающий справочник и переводчик с языка стандартов ISO и ГОСТ на язык практики, созданный на основе почти 20-летнего опыта в отрасли. Весь ассортимент современного металлорежущего инструмента представлен в нашем каталоге, и эта статья поможет вам сделать в нем осознанный выбор.
Что такое маркировка ISO для токарного инструмента и как ее читать
Стандарт ISO — это универсальный язык, понятный любому технологу или снабженцу в мире. Освоив его, вы получаете доступ к глобальному рынку инструмента и можете объективно сравнивать предложения разных производителей. Система логична и последовательна, разберем ее подробно.
Маркировка сменных твердосплавных пластин по ISO 1832
Код пластины — это ее паспорт, в котором зашифрована вся ключевая информация. Обычно он состоит из 7-9 обязательных символов и дополнительных символов производителя. Мы разберем базовую 9-позиционную систему, которая используется чаще всего. Правильное понимание этого кода позволяет безошибочно подбирать и заказывать державки и твердосплавные пластины под любую технологическую задачу.
Позиции 1-9: Детальная расшифровка кода пластины
Форма пластины. Первая буква определяет геометрию пластины, что напрямую влияет на ее прочность и область применения. Например, круглые пластины (R) — самые прочные, идеальны для черновой обработки, а ромбические с острым углом (V) позволяют обрабатывать сложные профили.
| Код | Расшифровка |
| C | Ромб с углом 80° |
| D | Ромб с углом 55° |
| K | Параллелограмм с углом 55° |
| L | Прямоугольник 90° |
| R | Круглая |
| S | Квадрат 90° |
| T | Треугольник 60° |
| V | Ромб с углом 35° |
| W | Тригон (ломаный треугольник) 80° |
Задний угол. Этот параметр критичен для предотвращения трения задней поверхности пластины об заготовку. Самый распространенный угол N (0°) используется с державками, которые сами обеспечивают необходимый зазор за счет наклона пластины.
| Код | Расшифровка (угол в градусах) |
| A | 3° |
| B | 5° |
| C | 7° |
| D | 15° |
| E | 20° |
| F | 25° |
| G | 30° |
| N | 0° |
| P | 11° |
Класс точности. Буква указывает на допуски по размерам пластины. Для большинства стандартных операций подходят классы M и U. Более точные классы (G, H) нужны для чистовой обработки, где важен каждый микрон.
| Код | Допуск d (мм) | Допуск m (мм) | Допуск s (мм) |
| G | ±0.025 | ±0.025 | ±0.025 |
| M | ±0.05 - ±0.15 | ±0.08 - ±0.18 | ±0.13 |
| U | ±0.08 - ±0.25 | ±0.13 - ±0.38 | ±0.13 |
| Код | Расшифровка |
| A | Цилиндрическое отверстие |
| G | Цилиндрическое отверстие, двусторонний стружколом |
| M | Цилиндрическое отверстие, односторонний стружколом |
| N | Без отверстия и стружколома |
| W | Цилиндрическое отверстие с потайной головкой 40-60° |
Длина режущей кромки. Двузначное число, обозначающее длину режущей кромки в миллиметрах. Для пластин нестандартной формы могут быть исключения, но в 95% случаев это именно длина кромки.
Толщина пластины. Двузначное число, которое соответствует толщине пластины в мм. Например, '04' означает толщину 4.76 мм (стандартное значение для многих пластин).
Радиус при вершине. Этот параметр напрямую влияет на шероховатость поверхности и прочность вершины. Большой радиус (1.2, 1.6 мм) хорош для черновой обработки, а малый (0.2, 0.4 мм) — для чистовой. '08' означает радиус 0.8 мм.
Исполнение кромки. Буква указывает на подготовку режущей кромки (фаска, скругление), что влияет на ее прочность.
Направление резания. Буква R (Right) обозначает правое исполнение, L (Left) — левое, а N (Neutral) — универсальное.
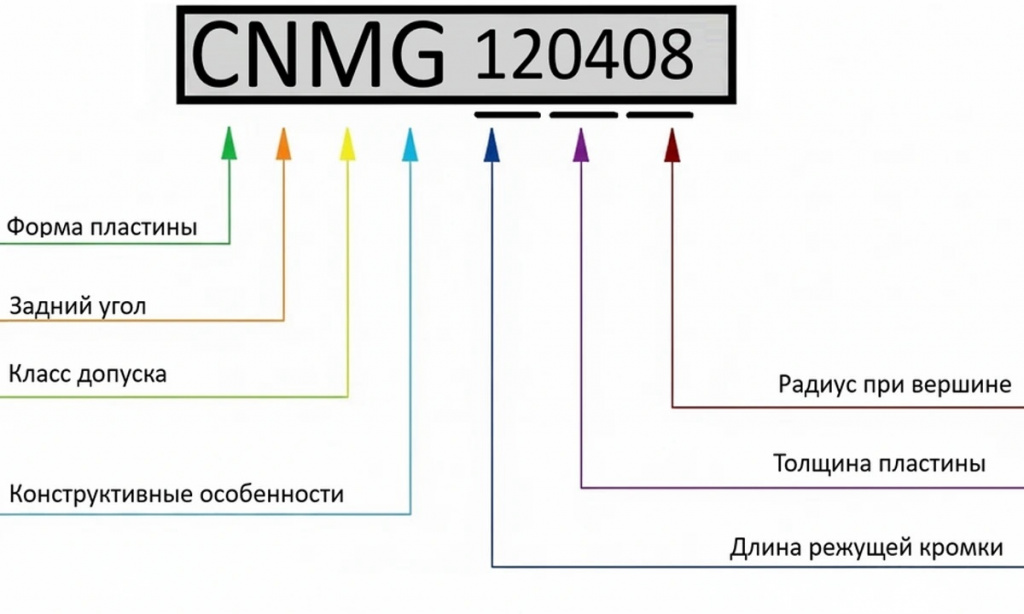
Структура кода ISO: каждая позиция отвечает за конкретный параметр геометрии.
Маркировка токарных державок (резцов) по ISO
Маркировка державки (резца) не менее важна, ведь она определяет, какую пластину можно установить и как инструмент будет позиционироваться относительно детали. Это система из 9-10 позиций. Изучив ее, вы сможете легко подобрать токарные резцы не только для наружной, но и для внутренней обработки, такой как растачивание отверстий.
Расшифровка кода державки для наружного и внутреннего точения
Разберем на примере PCLNR 2525 M12:
- P - Тип крепления пластины (прижим рычагом через отверстие). Самые распространенные: C (сверху), S (винтом), P (рычагом).
- C - Форма устанавливаемой пластины (в нашем случае C - Ромб 80°).
- L - Главный угол в плане. Определяет направление подачи. L = 95°.
- N - Задний угол пластины в державке. N=0°, так как державка сама обеспечивает нужный угол.
- R - Направление державки (R - правая).
- 25 - Высота державки в мм.
- 25 - Ширина державки в мм.
- M - Длина державки (M = 150 мм).
- 12 - Длина режущей кромки пластины, которую можно установить на эту державку.
Маркировка токарных резцов по ГОСТ: Особенности и аналоги ISO
Несмотря на глобальное доминирование ISO, система ГОСТ до сих пор активно используется на многих предприятиях России и СНГ, особенно при работе с оборудованием и инструментом отечественного производства.
Как расшифровать маркировку цельных резцов по ГОСТ
Система ГОСТ для резцов со сменными многогранными пластинами (СМП) использует цифровой код, например, 2102-0057. Где первые четыре цифры обозначают тип и конструкцию резца (например, 2102 — резец проходной отогнутый), а вторые четыре — его исполнение и размеры.
Сравнительная таблица: Сопоставление ГОСТ и ISO
Для многих переход с одной системы на другую становится настоящей головной болью. Эта таблица призвана стать мостом между двумя стандартами и помочь быстро найти аналог.
| Наименование/Тип операции | Типовое обозначение по ГОСТ | Аналог по ISO (пример державки) |
| Резец проходной упорный | 2102-0005/0006 | PCLNR/L |
| Резец подрезной торцовый | 2108-0001/0002 | PWLNR/L |
| Резец расточной для глухих отверстий | 2140-0001 | S-PCLNR/L |
| Резец расточной для сквозных отверстий | 2142-0003 | S-SCLCR/L |
| Резец отрезной | 2162-0021 | - |
| Резец резьбовой наружный | 2180-0021 | SER/L |
Как человек, который видел эволюцию инструментального рынка в России с 2004 года, могу сказать: знание ГОСТ — это не архаизм, а необходимость при работе со старым парком станков или при поиске быстрых решений на отечественном рынке. Однако будущее, безусловно, за ISO. Наша задача в «РосИнструменте» — быть этим мостом, предлагая как проверенный временем инструмент по ГОСТ, так и современные решения по ISO, имея их в наличии здесь и сейчас.
Как выбрать токарную пластину и резец: пошаговый алгоритм
Понимание кодов — это половина дела. Вторая, более важная половина — сделать правильный выбор под конкретную задачу, материал и станок. Это спасет вас от простоя оборудования и брака.
Алгоритм выбора пластины: 3 ключевых шага
Процесс выбора можно упростить до трех последовательных шагов. Это убережет от 90% типичных ошибок.
Шаг 1: Выбор по обрабатываемому материалу (Группы ISO)
Первое, с чего всегда нужно начинать — это материал заготовки. ISO делит все материалы на 6 основных групп, каждая из которых имеет свой цветовой код. Выбор неправильного сплава для вашей группы материалов — это гарантированный износ или поломка инструмента.

Каждой группе материалов соответствует свой тип стружки и свой цвет по классификации ISO.
| Группа ISO (Цвет) | Материал | Особенности обработки |
| P (Синий) | Стали | Обработка от низкоуглеродистых до высоколегированных сталей. Самая широкая группа. |
| M (Желтый) | Нержавеющие стали | Склонность к налипанию и упрочнению, требует острых кромок и СОЖ. |
| K (Красный) | Чугуны | Абразивный износ, требует высокой износостойкости сплава. |
| N (Зеленый) | Цветные металлы | Алюминий, медь, латунь. Требуются очень острые кромки и высокие скорости. |
| S (Оранжевый) | Жаропрочные сплавы и титан | Высокие температуры в зоне резания, низкая теплопроводность. Требует особых сплавов. |
| H (Серый) | Закаленные стали | Очень высокая твердость (45-65 HRC), требует применения CBN или керамики. |
Шаг 2: Выбор по типу операции (Черновая, чистовая, получистовая)
Черновая обработка требует максимальной прочности кромки и производительности, поэтому здесь выбирают пластины с простой и прочной геометрией, большим радиусом и толщиной. Для чистовой обработки, наоборот, важна острота кромки и малый радиус для достижения низкой шероховатости.
Шаг 3: Подбор державки к пластине (и наоборот)
Убедитесь, что форма пластины (первая буква кода) совпадает с формой гнезда державки (вторая буква кода). Также проверьте совместимость по длине режущей кромки (позиция 5 у пластины и позиция 9 у державки). Неправильно подобранная пара "державка-пластина" — это риск плохой фиксации, вибраций и, как следствие, поломки.
Частые ошибки при выборе и как их избежать
Ошибка 1: Использование пластины с большим радиусом (r=1.2 мм) для чистовой обработки.
- Последствия: Невозможность получить низкую шероховатость (Ra < 1.6), высокие силы резания, которые могут вызвать вибрации на нежестких деталях.
- Цена ошибки: Необходимость дополнительной шлифовальной операции, что увеличивает время обработки одной детали на 15-30% и удорожает ее себестоимость.
Ошибка 2: Обработка нержавеющей стали (группа M) пластиной для обычной стали (группа P).
- Последствия: Мгновенное налипание стружки на режущую кромку, ее выкрашивание и катастрофический износ. Ресурс пластины может упасть в 5-10 раз.
- Цена ошибки: Если одна пластина стоит 500 рублей и должна была обработать 50 деталей, а обработала 5, то стоимость инструмента на одну деталь возрастает с 10 до 100 рублей. Для серийного производства это колоссальные потери.
Краткий словарь токаря
Стружколом — специальные канавки или уступы на поверхности пластины, предназначенные для завивки и ломания стружки на короткие, безопасные сегменты. Задний угол — угол между задней поверхностью пластины и поверхностью резания на заготовке. Предотвращает трение. Главный угол в плане — угол между режущей кромкой и направлением подачи. Влияет на толщину стружки и распределение нагрузки. PVD/CVD покрытие — тонкое износостойкое покрытие (нитрид титана, оксид алюминия и др.), наносимое на пластину для повышения ее стойкости и снижения трения.
Часто задаваемые вопросы
Что означают буквы PF, PM, PR в конце маркировки пластины?
Это суффиксы производителя, обозначающие геометрию стружколома. PF (Finishing) — для чистовой обработки, PM (Medium) — для получистовой, PR (Roughing) — для черновой.
Можно ли использовать пластину ISO в державке ГОСТ?
В редких случаях — да, если геометрические параметры (форма, размер, способ крепления) случайно совпадают. Но это крайне не рекомендуется. Несоответствие посадочных мест приведет к плохой фиксации, вибрациям и поломке инструмента. Всегда используйте оснастку одного стандарта.
Как влияет радиус при вершине на шероховатость поверхности?
Существует прямая зависимость: чем меньше радиус и ниже подача, тем меньше будет шероховатость (более гладкая поверхность). Однако слишком малый радиус снижает прочность вершины пластины.
Какая группа материалов самая сложная для обработки?
Традиционно самыми сложными считаются жаропрочные сплавы и титан (группа S) и закаленные стали (группа H). Они требуют специальных инструментальных материалов (керамика, кубический нитрид бора), низких скоростей резания и жесткой станочной системы.