













Получение заявки из цеха с перечнем позиций по ГОСТ часто ставит в тупик. Ошибка в одной цифре или неправильное понимание типа инструмента приводят к заказу неверной оснастки, простоям производства и дополнительным расходам. Этот гид создан как переводчик с инженерного языка на язык закупки. Он поможет безошибочно ориентироваться в классификации токарные резцы, читать их обозначения и принимать верные решения для снабжения вашего предприятия.
Ключевые типы резцов по назначению
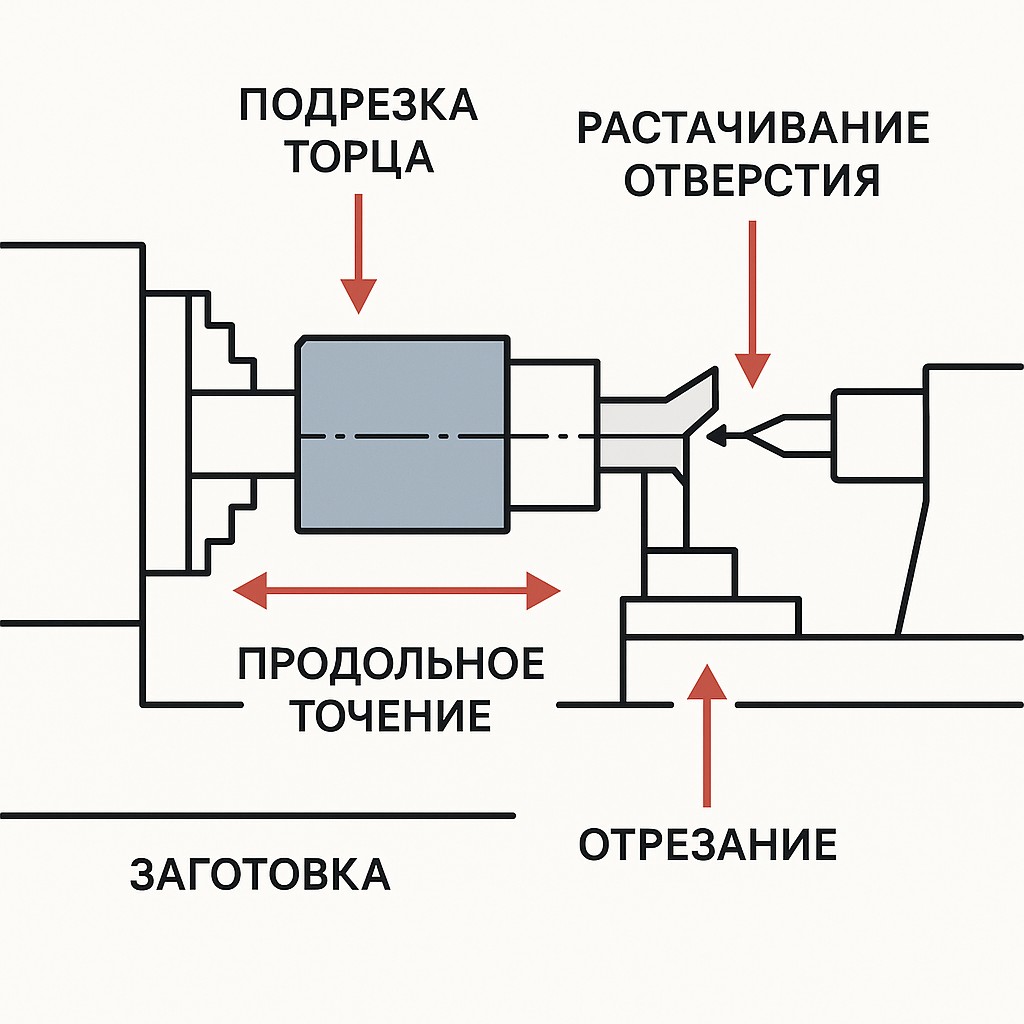
Токарный режущий инструмент делится на группы в зависимости от выполняемых операций. Понимание назначения каждого типа - это первый шаг к безошибочному заказу.
Проходные резцы
Это наиболее распространенный тип, предназначенный для обработки наружных цилиндрических и конических поверхностей. Проходной резец снимает материал вдоль оси вращения заготовки. Существуют отогнутые, прямые и упорные вариации. Проходные упорные резцы позволяют обрабатывать вал и подрезать уступ за одну установку.
Подрезные резцы
Их назначение - обработка плоских торцевых поверхностей и уступов. В отличие от проходных, основной вектор их движения перпендикулярен оси вращения детали. Это основной инструмент для создания точных базовых поверхностей.
Расточные резцы
Применяются для обработки уже существующих отверстий - увеличения их диаметра и достижения нужного качества поверхности. Конструкция расточного резца зависит от типа отверстия: для сквозных отверстий используют один тип, для глухих - другой, имеющий особую геометрию головки для обработки дна.
Отрезные резцы
Как следует из названия, этот инструмент используют для отрезания готовой детали от прутка или для прорезания глубоких канавок. Особенность конструкции - тонкая, но высокая головка, что обеспечивает жесткость при минимальной ширине реза.
Резьбовые резцы
Данный вид оснастки предназначен для нарезания наружной и внутренней резьбы. Форма режущей кромки такого инструмента точно соответствует профилю нарезаемой резьбы (метрической, дюймовой, трапецеидальной).
Фасочные резцы
Используются для снятия фасок, то есть для создания конических поверхностей на кромках деталей. Это необходимо как для последующей сборки, так и для техники безопасности.
Фасонные резцы
Это специальный инструмент, режущая кромка которого имеет сложную форму. Фасонный резец переносит свой профиль на заготовку, позволяя за один проход создавать детали со сложной геометрией, например, рукоятки или декоративные элементы.
Галтельные резцы
Применяются для создания галтелей - плавных скругленных переходов между двумя поверхностями детали. Это важно для повышения прочности деталей, работающих под нагрузкой.
Какой резец для какой задачи выбрать
Для быстрого ориентирования в многообразии типов используйте эту простую таблицу.
|
Задача на производстве |
Какой тип резца использовать |
|
Уменьшить диаметр вала |
Проходной (отогнутый, прямой) |
|
Обработать торец детали |
Подрезной |
|
Увеличить диаметр отверстия |
Расточной |
|
Отрезать деталь от прутка |
Отрезной |
|
Нарезать резьбу на болте |
Резьбовой для наружной резьбы |
|
Сделать канавку на валу |
Канавочный (разновидность отрезного) |
|
Снять острую кромку |
Фасочный |
Правильное определение типа резца - ключевой этап. Следующий шаг - выбор качественного инструмента, который точно соответствует ГОСТ и выдержит заявленные режимы резания. Нестабильное качество инструмента приводит к преждевременному износу и браку. Полный ассортимент токарных резцов от проверенных российских производителей представлен в нашем каталоге. Это гарантирует повторяемость результата от партии к партии.
Расшифровка ГОСТ
Маркировка токарного резца содержит всю необходимую для закупщика информацию. Рассмотрим на реальном примере.
Пример: резец проходной отогнутый 2102-0057 Т15К6 ГОСТ 18877-73

- 2102-0057 - это код самого резца по ГОСТ. Первые четыре цифры обозначают его тип и конструктивные особенности. Расшифровать его можно по справочным таблицам. Для снабженца важно знать, что этот уникальный код описывает конкретный инструмент.
- Т15К6 - это марка твердого сплава, из которого изготовлена режущая пластина. Буква "Т" означает, что сплав на основе карбида титана, "К" - карбида кобальта. Цифры указывают на процентное содержание. Для закупщика эта информация важна, так как разные сплавы предназначены для разных материалов (например, группа ТК - для стали, группа ВК - для чугуна и цветных металлов).
Важнейшие параметры, которые не всегда есть в коде, но которые нужно знать для заказа:
- Размеры державки: сечение (например, 25х16 мм) и длина (140 мм). От них зависит, можно ли установить резец в станок.
- Направление: левые и правые резцы. Правые - наиболее распространены, они работают при подаче справа налево (к патрону). Левые - наоборот.
Совет эксперта
Самая частая ошибка при заказе - путаница между левым и правым инструментом. Есть простой способ определить направление. Положите резец на ладонь режущей пластиной вверх и от себя. Если главная режущая кромка находится со стороны большого пальца правой руки - резец правый. Если со стороны большого пальца левой руки - левый. Этот метод помогает избежать возвратов и простоев.
Цельный, с напайкой или со сменной пластиной? Что выгоднее
По конструкции резцы делятся на три большие группы, выбор между которыми влияет на экономику производства.
- Цельные. Изготавливаются полностью из одного материала (обычно быстрорежущая сталь Р6М5). Применяются для небольших работ или при обработке на старых станках.
- С напайной пластиной. Классическая конструкция, где к стальной державке припаяна небольшая пластина из твердого сплава. Это компромисс между ценой и производительностью. После износа резец можно переточить.
- Со сменными пластинами (СМП). Современный и производительный вариант. К державке с помощью механического крепления (винт, прихват) крепится сменная многогранная пластина. Когда одна кромка изнашивается, пластину просто поворачивают новой гранью. Это исключает время на переточку и позволяет работать на высоких скоростях. Для станков с ЧПУ это основной тип оснастки.
Переход на инструмент со сменными пластинами - это прямое вложение в скорость производства. Хотя первоначальная стоимость державки выше, сокращение простоев и увеличение режимов резания быстро окупают затраты. В нашем общем каталоге представлен широкий выбор как классических напайных резцов так и других современных систем.
Часто задаваемые вопросы
В чем разница между проходным отогнутым и проходным прямым резцом?
У отогнутого резца режущая часть вынесена в сторону от державки. Это делает его более универсальным, позволяя обрабатывать деталь и подрезать невысокие уступы. Прямой резец обладает большей жесткостью, но менее универсален.
Что означает маркировка сплава ВК8?
Это твердый сплав вольфрам-кобальтовой группы. "В" - вольфрам, "К" - кобальт, "8" - процентное содержание кобальта. Этот сплав отлично подходит для обработки чугуна, цветных металлов и нержавеющих сталей. Он более вязкий и менее хрупкий, чем сплавы группы ТК.
Можно ли использовать один резец для черновой и чистовой обработки?
Можно, но это неэффективно. Для черновой обработки (быстрый съем большого объема материала) используют прочные резцы с определенной геометрией. Для чистовой (достижение точного размера и гладкой поверхности) - резцы с другой заточкой и малым радиусом скругления. Использование одного инструмента приведет либо к его быстрому износу, либо к увеличению времени обработки.
Какой резец выбрать, если бюджет ограничен, а задач много?
Наиболее универсальным считается проходной отогнутый резец. Он позволяет выполнять продольное точение, подрезать торцы и уступы, снимать фаски. Для предприятия, начинающего свою деятельность, это будет основной "рабочей лошадкой".