













Автор: Шестопалов Александр Сергеевич, директор и собственник компании «РосИнструмент», опыт в металлообработке с 2004 года.
Как руководитель компании, которая с 2007 года обеспечивает производства металлорежущим инструментом, я знаю, что точность — это не просто цифра в чертеже, а основа репутации. Неправильно подобранный припуск под развертывание — одна из тех мелочей, которая ведет к срыву сроков, браку и прямым финансовым потерям. Эта статья — не просто пересказ ГОСТов, а концентрат нашего 15-летнего опыта, призванный дать вам готовые решения и уберечь от дорогостоящих ошибок. Чтобы минимизировать брак, важно не только правильно рассчитать снимаемый слой металла, но и использовать качественный режущий инструмент.
В нашем каталоге вы можете подобрать развертки по металлу, которые обеспечат идеальную геометрию и шероховатость отверстий.
Таблицы припусков под развертывание по ГОСТ 25346-2013 (ЕСДП)
Для тех, кто предпочитает работать с классическими справочными данными, мы подготовили выжимку из стандартов в удобном табличном формате. Здесь представлены значения припусков на диаметр для последующей обработки отверстий развертками.
Припуски на диаметр для стали
Эти значения подходят для большинства углеродистых (Ст3, Сталь 20, 45), легированных (40Х, 30ХГСА) и нержавеющих сталей. Для материалов с высокой вязкостью рекомендуется брать нижний предел припуска.
| Номинальный диаметр отверстия, мм | Припуск для квалитета H7, мм | Припуск для квалитета H8, мм | Припуск для квалитета H9, мм |
| от 1 до 5 | 0.10 | 0.08 | 0.05 |
| свыше 5 до 10 | 0.20 | 0.15 | 0.10 |
| свыше 10 до 18 | 0.25 | 0.20 | 0.15 |
| свыше 18 до 30 | 0.30 | 0.25 | 0.20 |
| свыше 30 до 50 | 0.40 | 0.30 | 0.25 |
Для серийной обработки конструкционных и легированных сталей на фрезерных или токарных станках с ЧПУ мы рекомендуем применять развертки машинные Р6М5, которые благодаря качественной быстрорежущей стали отлично держат заточку, сопротивляются перегреву и стабильно работают в заданных полях допусков H7-H9.
Припуски на диаметр для чугуна
Для серого (СЧ), ковкого (КЧ) и высокопрочного (ВЧ) чугуна, благодаря его структуре и хрупкости стружки, припуски могут быть несколько меньше, чем для стали, что снижает нагрузку на инструмент.
| Номинальный диаметр отверстия, мм | Припуск для квалитета H7, мм | Припуск для квалитета H8, мм | Припуск для квалитета H9, мм |
| от 1 до 5 | 0.08 | 0.06 | 0.04 |
| свыше 5 до 10 | 0.15 | 0.12 | 0.08 |
| свыше 10 до 18 | 0.20 | 0.18 | 0.12 |
| свыше 18 до 30 | 0.25 | 0.20 | 0.15 |
| свыше 30 до 50 | 0.35 | 0.25 | 0.20 |
Припуски на диаметр для цветных металлов и сплавов
Алюминиевые (Д16Т, АМг6) и медные (бронза, латунь) сплавы отличаются высокой пластичностью. Чтобы избежать "намазывания" материала на режущие кромки, важно не занижать припуск и использовать обильную смазку.
| Номинальный диаметр отверстия, мм | Припуск для квалитета H7, мм | Припуск для квалитета H8, мм | Припуск для квалитета H9, мм |
| от 1 до 5 | 0.12 | 0.10 | 0.06 |
| свыше 5 до 10 | 0.20 | 0.18 | 0.12 |
| свыше 10 до 18 | 0.25 | 0.20 | 0.18 |
| свыше 18 до 30 | 0.30 | 0.25 | 0.20 |
| свыше 30 до 50 | 0.45 | 0.35 | 0.25 |
Как правильно пользоваться таблицами: ключевые примечания
Указанные значения — это припуск на диаметр, а не на сторону. Чтобы получить диаметр сверла для предварительного отверстия, нужно из номинального диаметра развертки вычесть значение припуска из таблицы. Например, для отверстия Ø20 H8 в стали сверло должно быть 20 - 0.25 = Ø19.75 мм.
Что такое припуск под развертывание и почему он критически важен?
Припуск под развертывание — это слой металла, который необходимо снять разверткой, чтобы получить отверстие с заданными параметрами точности и шероховатости. Он является разницей между номинальным диаметром готового отверстия и диаметром предварительно обработанного (сверленого или расточенного) отверстия. Неправильный припуск сводит на нет всю операцию: слишком большой — ломает инструмент и разбивает отверстие, слишком маленький — не позволяет исправить погрешности предыдущей обработки.
Определение припуска и его роль в достижении точности
Развертывание — это чистовая операция. Её задача не сформировать отверстие с нуля, а "довести" его до финальных размеров, исправив мелкие огрехи геометрии (овальность, конусность) и обеспечив низкую шероховатость поверхности (Ra 0.8-3.2 мкм). Припуск должен быть достаточным, чтобы режущие кромки развертки гарантированно работали по всей окружности, срезая дефектный слой, но не чрезмерным, чтобы не вызывать вибраций и перегрузки.
Развертывание vs. Сверление и Зенкерование: в чем принципиальная разница?
Представьте, что вы строите стену. Сверление — это грубая кладка кирпича, определяющая общие контуры. Зенкерование — это выравнивание стены штукатуркой, убирающее крупные неровности. Развертывание — это финишная шпаклевка и шлифовка, создающая идеально гладкую и ровную поверхность под покраску.

Развертывание — это финишный этап обработки, требующий минимального, но строго рассчитанного припуска.
Нормативная документация: ГОСТ, DIN, ISO
Основой для расчета припусков и допусков в России служат стандарты Единой системы допусков и посадок (ЕСДП). Ключевые документы, на которые должен ориентироваться каждый технолог:
- ГОСТ 25346-2013 (ISO 286-1:2010): Основные положения, ряды допусков и основных отклонений.
- ГОСТ 13779-81: Развертки машинные цельные. Технические условия.
- ГОСТ 14034-74: Отверстия центровые. Размеры.
Мое профессиональное кредо — создавать систему, в которой качество является неизбежным результатом, а не случайностью. Опора на стандарты, такие как ГОСТ, — это фундамент такой системы. Она позволяет получать предсказуемый результат, снижать зависимость от "гениальности" отдельного оператора и обеспечивает стабильность, которую так ценят наши клиенты из серийных производств. — Шестопалов Александр Сергеевич
Факторы, определяющие величину припуска
Выбор припуска — это всегда инженерный компромисс. Нельзя просто взять число из таблицы, не учитывая всей совокупности факторов. Идеальное значение лежит на пересечении свойств материала, геометрии детали и возможностей вашего оборудования.
Материал: твердость, вязкость и обрабатываемость
Для хрупких материалов (серый чугун) припуск должен быть меньше, так как стружка легко ломается. Для вязких материалов (нержавеющая сталь, титан) припуск увеличивают, чтобы избежать налипания и упрочнения поверхностного слоя, но без фанатизма, чтобы не спровоцировать вибрации.
Геометрия отверстия: влияние диаметра и глубины
Общее правило: чем больше диаметр отверстия, тем больше припуск. Для глубоких отверстий (соотношение длины к диаметру L/D > 5) припуск рекомендуется уменьшать, так как усложняется отвод стружки и подвод СОЖ, а также снижается общая жесткость инструмента.
Требования к точности (квалитет) и шероховатости (Ra)
Чем выше требования к точности (например, переход от H9 к H7), тем меньше должен быть финишный припуск. Это связано с тем, что снятие большого слоя металла вызывает больше тепла и напряжений, что может привести к погрешностям размера. Для достижения высокой чистоты поверхности (низкая шероховатость Ra) также предпочтителен небольшой припуск.
Качество предварительной обработки (сверление, растачивание)
Если предварительное отверстие имеет значительные погрешности (увод оси, овальность), припуск под развертку должен быть достаточным для их исправления. Иногда целесообразнее ввести промежуточную операцию — зенкерование или черновое растачивание, чтобы "подготовить почву" для чистовой развертки и не требовать от нее невозможного.
Жесткость системы СПИД (станок-приспособление-инструмент-деталь)
На старом, изношенном станке или при недостаточной жесткости закрепления детали система будет "отжиматься" под нагрузкой. В таких условиях большой припуск приведет к вибрациям (дробление) и разбивке отверстия. Выбирая Технологию А (большой припуск для высокой производительности), мы жертвуем качеством на нежесткой системе. Компромисс: на нежестком оборудовании всегда уменьшайте припуск и режимы резания.
Практическое руководство: технология развертывания от А до Я
Правильно рассчитать припуск — это половина дела. Вторая половина — грамотно выполнить саму операцию.
Шаг 1: Выбор правильной развертки
Подобрать инструмент — это как выбрать шины для автомобиля. Можно ездить на универсальных, но для гоночного трека или бездорожья нужны специальные. Наш УТП — большой ассортимент в наличии — позволяет клиентам не идти на компромисс, а подбирать инструмент точно под задачу.
Ручные и машинные: когда какую использовать?
Ручные развертки имеют длинную заборную часть и предназначены для работы вручную с использованием воротка. Они идеальны для ремонтных работ, единичных изделий и доводки отверстий "по месту". Если перед вами стоит задача восстановить посадочное место вручную, отличным выбором станут ручные развертки (ГОСТ 7722-77, сталь 9ХС), чья длинная заборная часть гарантирует плавное и ровное врезание в металл без перекосов. Машинные же развертки предназначены для установки в патрон станка (сверлильного, токарного, фрезерного), имеют короткую заборную часть и рассчитаны на более высокие нагрузки и производительность.
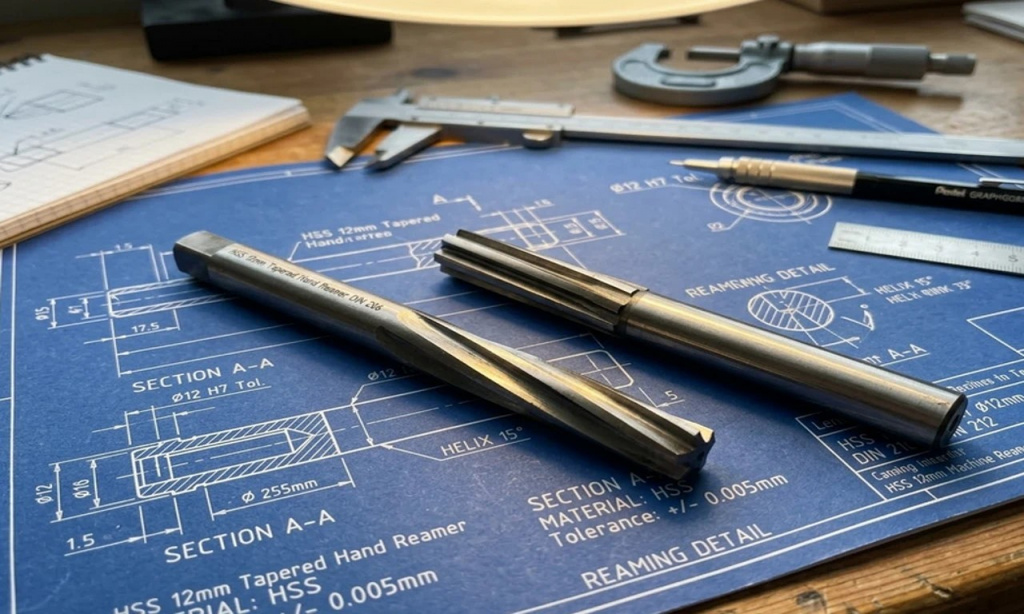
Конструктивные отличия ручной (слева) и машинной (справа) развертки обусловлены условиями их применения.
Цельные, насадные, регулируемые: конструкция под задачу
Цельные — самый распространенный и жесткий тип. Насадные используются для больших диаметров (свыше 40-50 мм) для экономии дорогостоящего инструментального материала. Регулируемые (разжимные) позволяют в небольших пределах изменять диаметр, компенсируя износ или настраиваясь на нестандартный размер, но они менее жесткие, чем цельные.
Материал режущей части: HSS, HSS-Co или твердый сплав (VHM)?
Выбор материала определяет стойкость инструмента и режимы резания.
| Материал | Обрабатываемые материалы | Скорость резания | Стойкость | Стоимость |
| HSS (быстрорез) | Углеродистые и низколегированные стали, чугун, цветные сплавы | Низкая | Базовая | Низкая |
| HSS-Co (с кобальтом) | Легированные и нержавеющие стали, жаропрочные сплавы | Средняя | Повышенная | Средняя |
| VHM (твердый сплав) | Закаленные стали, абразивные материалы, высокопроизводительная обработка чугуна и алюминия | Высокая | Максимальная | Высокая |
Шаг 2: Назначение режимов резания (скорость и подача)
Главное правило развертывания: скорость резания в 2-3 раза ниже, а подача в 2-3 раза выше, чем при сверлении того же диаметра в том же материале. Низкая скорость предотвращает перегрев и разбивание отверстия, а высокая подача на оборот обеспечивает уверенное резание и формирование качественной стружки.
Шаг 3: Выбор и применение СОЖ (смазочно-охлаждающей жидкости)
СОЖ при развертывании выполняет две функции: смазывает режущие кромки для снижения трения и получения чистой поверхности, а также вымывает стружку из зоны резания. Для сталей используйте сульфофрезол или эмульсии, для вязких нержавеющих сталей — высоковязкие масла, для чугуна часто работают "всухую", так как графит в его составе сам выступает смазкой.
Шаг 4: Контроль качества готового отверстия
Доверяй, но проверяй. Финальный контроль — обязательный этап, подтверждающий, что все предыдущие шаги были выполнены верно.
- Калибры-пробки (проход/непроход): Основной инструмент для контроля отверстий по квалитетам. Быстро и однозначно отвечают на вопрос, находится ли размер в поле допуска.
- Нутромеры (индикаторные, микрометрические): Позволяют получить точное численное значение диаметра и проверить геометрию (овальность, конусность).
- Профилометры: Используются для измерения шероховатости поверхности в особо ответственных случаях.
Частые ошибки при развертывании и методы их устранения
За годы работы мы видели всё. Вот самые распространенные проблемы, с которыми сталкиваются технологи, и их решения.
Проблема: "Дробление" и вибрации
- Причины: Слишком большой припуск, низкая жесткость системы СПИД, изношенная развертка с неравномерной нагрузкой на зубья, слишком высокая скорость резания.
- Решения: Уменьшить припуск и/или скорость резания, проверить биение патрона и жесткость закрепления детали, использовать развертки с неравномерным шагом зубьев.
- Цена ошибки: На партии из 50 корпусных деталей стоимостью 2000 руб./шт. получение дробления на финишной операции означает брак всей партии. Потеря: 100 000 руб. + стоимость инструмента и машинного времени.
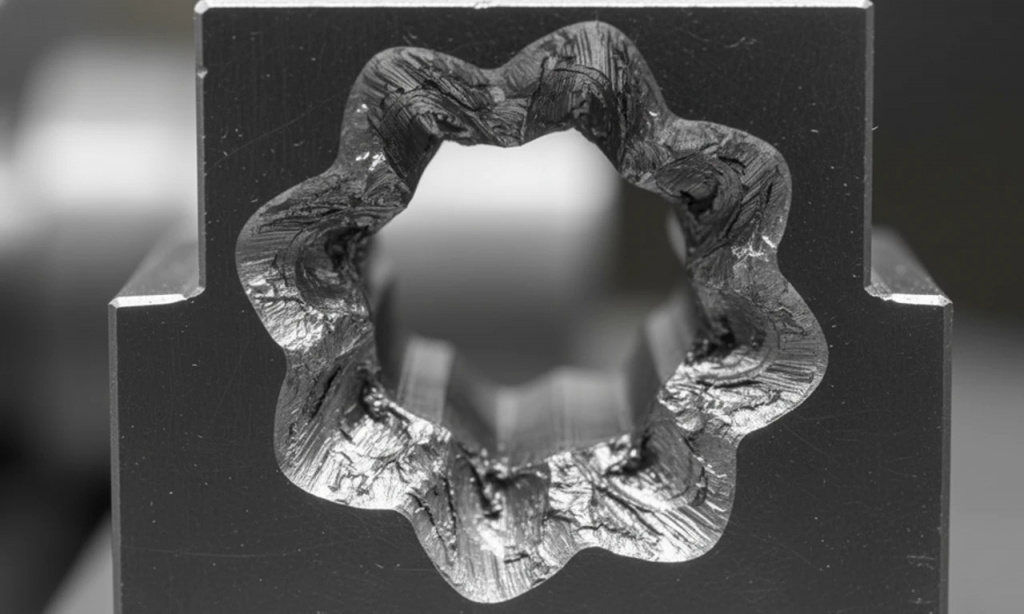
Дробление из-за слишком большого припуска или нежесткой оснастки безвозвратно портит геометрию посадочного места.
Проблема: Разбивка отверстия (диаметр больше требуемого)
- Причины: Слишком большой припуск, затупленные режущие кромки, биение инструмента из-за изношенного патрона или неправильного закрепления, несоосность оси шпинделя и отверстия.
- Решения: Уменьшить припуск, проверить и при необходимости заменить патрон/цангу, использовать "плавающие" патроны для компенсации несоосности, проверить заточку инструмента.
Проблема: Овальность, конусность или увод оси
- Причины: Неравномерная твердость заготовки, наличие двух режущих кромок у развертки (эффект зенкера), жесткий зажим тонкостенной детали, который снимается после обработки.
- Решения: Использовать развертки с четным числом зубьев больше 4-х, применять "плавающие" патроны, оптимизировать конструкцию зажимного приспособления.
Проблема: Низкое качество поверхности (задиры, риски)
- Причины: Слишком маленький припуск (развертка не режет, а трет), налипание материала на кромки (особенно на вязких сталях), недостаточная или неправильная подача СОЖ, затупленный инструмент.
- Решения: Увеличить припуск до рекомендованного, подобрать СОЖ с лучшими смазывающими свойствами, увеличить подачу, заточить или заменить развертку.
Ответы на популярные вопросы о развертывании
Можно ли использовать сверло чуть меньшего диаметра, если нет нужного под развертку?
Можно, но с осторожностью. Это приведет к увеличению припуска. На хрупких материалах (чугун) это может пройти, но на стали, особенно вязкой, это почти гарантированно приведет к дроблению, разбивке отверстия и возможному выходу из строя развертки. Лучше найти сверло нужного диаметра или пройти отверстие зенкером/расточным резцом.
Какой припуск оставлять под ручную развертку?
Под ручную развертку припуск должен быть минимальным, обычно в диапазоне 0.05-0.15 мм. Ручная развертка имеет длинную заборную часть и предназначена для снятия очень тонкого слоя металла, по сути, для калибровки отверстия.
Нужно ли смазывать развертку при работе с чугуном?
В большинстве случаев нет. Серый чугун обрабатывается "всухую". Графит, содержащийся в его структуре, сам по себе является неплохой смазкой, а стружка получается хрупкой и сыпучей, не налипая на инструмент. Подача СОЖ может создать абразивную пасту из чугунной пыли и жидкости.
Почему развертка "скрипит" во время работы?
Скрип — это высокочастотная вибрация. Чаще всего причина в слишком низкой подаче или слишком маленьком припуске, когда инструмент не режет, а трет по поверхности. Также причиной может быть износ или налипание материала на ленточках развертки. Увеличьте подачу или проверьте состояние инструмента.
Как заточить развертку и стоит ли это делать?
Заточить развертку можно, но это сложная операция, требующая специального заточного станка и опыта. Затачивать можно только по передней поверхности зубьев. Неправильная заточка приведет к изменению геометрии и диаметра, после чего инструмент можно будет выбросить. Для большинства производств экономически выгоднее использовать новый инструмент, чем содержать заточное хозяйство и квалифицированного специалиста.