













Автор: Шестопалов Александр Сергеевич, директор «РосИнструмент», опыт в металлообработке с 2004 года.
Ключевые отличия ручного и машинного метчика: сравнительная таблица
Часто выбор сводится к простому правилу: для разовых ремонтных работ, где важна аккуратность, а не скорость, подходит ручной метчик; для серийного производства на станке, где производительность и точность выходят на первый план, незаменим машинный. Это два разных инструмента, созданных для принципиально разных задач.
|
Параметр |
Ручной метчик |
Машинный метчик |
|
Применение |
Ручное нарезание воротком |
На станках (токарных, сверлильных, ЧПУ) |
|
Скорость |
Низкая, пошаговая |
Высокая, за один проход |
|
Количество в комплекте |
Обычно 2-3 (черновой, чистовой) |
1 (однопроходный) |
|
Геометрия |
Короткий, прямые канавки |
Длинный, часто спиральные канавки |
|
Хвостовик |
Квадратный (для воротка) |
Цилиндрический (для патрона) |
|
Материал |
Стандартная быстрорежущая сталь (HSS) |
Высокопроизводительная сталь (HSSE, HSS-Co), часто с покрытием (TiN) |
Конструкция и геометрия: как отличить метчики на вид?
Даже неспециалист может отличить один тип от другого, если знает, на что смотреть. Основные различия заложены в самой конструкции, продиктованной условиями их работы: один рассчитан на низкую скорость и ручное усилие, другой — на высокий крутящий момент и скорости станка.

Основные конструктивные и эксплуатационные различия двух типов метчиков.
Длина и хвостовик: первое, что бросается в глаза
Ручные метчики заметно короче своих машинных аналогов. Их хвостовик заканчивается квадратом, который обеспечивает надежную фиксацию в воротке и передачу вращательного усилия без проскальзывания. Машинные метчики, напротив, длиннее, что позволяет им иметь достаточный вылет из резьбонарезного патрона станка, а их хвостовик — цилиндрический, стандартизированный для зажима в цанговых и других типах патронов.
Стружечные канавки: ключ к пониманию принципа работы
У ручных метчиков чаще всего прямые канавки. Их задача — не столько эвакуировать стружку, сколько разместить ее в своих углублениях. Именно поэтому при ручной нарезке приходится делать обратные движения (полоборота назад), чтобы сломать стружку. У машинных метчиков геометрия стружечных канавок — это целая наука. Для глухих отверстий применяют спиральные канавки, которые, как сверло, эффективно выводят стружку вверх из зоны резания. Для сквозных отверстий часто используют прямые канавки с подточкой, которые проталкивают стружку вперед по ходу движения метчика. Эффективный стружкоотвод критически важен при работе на станке, чтобы избежать заклинивания и поломки инструмента.
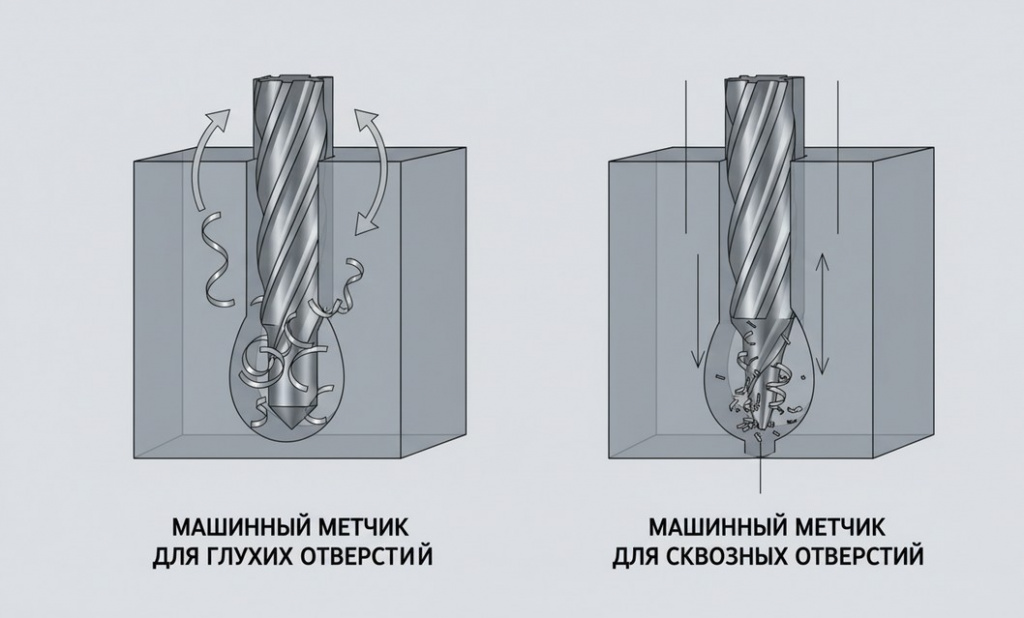
Геометрия канавок машинного метчика спроектирована для эффективного отвода стружки: спиральные — для глухих отверстий, прямые с подточкой — для сквозных.
Маркировка: как понять назначение метчика из набора?
Комплектные ручные метчики часто имеют простую маркировку для определения очередности прохода. На хвостовике можно увидеть одну кольцевую риску для чернового метчика и две — для получистового. Чистовой метчик, как правило, рисок не имеет. Маркировка машинных метчиков для резьбы куда более информативна: на ней указывается диаметр и шаг резьбы, класс точности (например, 6H), материал изготовления (HSS, HSSE) и тип покрытия. Эта информация помогает технологу точно подобрать инструмент под материал заготовки и требования чертежа.
Принцип работы: пошаговое формирование резьбы vs. один проход
Ручные метчики: пошаговое формирование резьбы
Нарезание резьбы ручным комплектом — это методичный процесс, требующий терпения. Черновой метчик, или первый номер, имеет сильно усеченный профиль резьбы и снимает до 60% материала, формируя начальную канавку. Средний (второй номер) углубляет профиль, снимая еще около 30%. И наконец, чистовой метчик калибрует резьбу до финального размера и формы, обеспечивая необходимую точность. Такая пошаговая работа снижает необходимое усилие и минимизирует риск сломать инструмент.
Машинные метчики: производительность и точность за один проход
Машинный или однопроходный метчик спроектирован так, чтобы сформировать полный профиль резьбы за один рабочий ход. Это достигается за счет сложной геометрии заборной части (заборного конуса), где каждый последующий виток режущей кромки срезает чуть больше материала, чем предыдущий. Весь процесс от начала врезания до калибровки происходит за секунды. Именно поэтому на серийных производствах, где необходимо нарезать сотни и тысячи резьб, альтернативы станочной обработке просто нет.
Опасный эксперимент: можно ли использовать ручной метчик в дрели или шуруповерте?
Этот вопрос — один из самых популярных на форумах и среди начинающих мастеров. Он возникает из понятного желания ускорить процесс, но приводит к печальным последствиям.
Короткий ответ: Нет. И вот 4 причины, почему это плохая идея.
Попытка использовать ручной метчик в электроинструменте почти всегда заканчивается его поломкой прямо в детали.

Типичный результат попытки использовать ручной метчик в дрели — поломка инструмента в детали.
Неподходящая геометрия заборной части
Заборный конус ручного метчика рассчитан на плавное, постепенное врезание под контролем человеческой руки. Мощный стартовый крутящий момент шуруповерта вызывает слишком агрессивное врезание, что приводит к "закусыванию" и поломке.
Забивание стружкой и заклинивание
Прямые канавки ручного метчика не предназначены для отвода стружки на высоких оборотах. Стружка мгновенно спрессовывается, увеличивая трение и крутящий момент до критического уровня, что неизбежно ведет к заклиниванию.
Хрупкость и несоответствие материала
Быстрорежущая сталь, из которой сделаны ручные метчики, отлично работает на срез, но она довольно хрупкая и не рассчитана на динамические и ударные нагрузки, возникающие при работе электроинструмента, особенно при малейшем радиальном биении патрона.
Невозможность обеспечить соосность
Удержать дрель или шуруповерт идеально ровно по оси отверстия практически невозможно. Малейший перекос создает изгибающую нагрузку на метчик, которая гарантированно ломает его, ведь инструмент рассчитан работать только на кручение.
Исключение из правил: когда это допустимо с крайней осторожностью?
Существуют так называемые метчики машинно ручные по ГОСТ, которые являются универсальным компромиссом. Однако даже их использование в ручном электроинструменте — это риск. Такой метод допустим лишь в исключительных случаях: при прогонке существующей, но забитой резьбы, при работе с очень мягкими материалами (пластик, алюминий) на самых низких оборотах с обязательным использованием реверса для слома стружки. Все это делается под личную ответственность мастера.
Как выбрать правильный метчик: практическое руководство
Выбор инструмента всегда должен диктоваться задачей, материалом и доступным оборудованием. Чтобы упростить этот процесс, можно воспользоваться простым алгоритмом.
Когда ваш выбор — ручной метчик:
- Ремонтные работы: если нужно восстановить одно-два сорванных резьбовых соединения в автомобиле или оборудовании.
- Единичные отверстия: нет никакого смысла перенастраивать станок с ЧПУ или даже сверлильный станок ради одной-двух резьб.
- Работа в полевых условиях: когда на объекте нет доступа к стационарному оборудованию, вороток и комплект метчиков — единственное решение.
- Обучение и хобби: для тех, кто только учится чувствовать металл, ручная нарезка дает бесценный опыт и понимание процесса.
Когда без машинного метчика не обойтись:
- Серийное и массовое производство: когда чем нарезать резьбу на станке — вопрос не выбора, а экономической целесообразности. Скорость здесь — ключевой параметр, влияющий на себестоимость детали.
- Высокая точность и повторяемость: станок, оснащенный резьбонарезным патроном, обеспечивает идеальную соосность и стабильный результат от детали к детали, что критично для предприятий с высокими требованиями к качеству.
- Обработка вязких и прочных материалов: для нержавеющей стали, жаропрочных сплавов или титана требуются метчики из специальных марок стали (HSSE-Co) и с износостойкими покрытиями (TiN, TiAlN), которые в ручном исполнении почти не встречаются.
- Нарезание резьбы в глухих отверстиях: только машинный метчик со спиральной канавкой способен эффективно эвакуировать стружку из глухого отверстия, предотвращая поломку.
Ответы на частые и нестандартные вопросы
Существуют ли универсальные (ручно-машинные) метчики?
Да, такие метчики существуют и часто маркируются как "машинно-ручные". Они представляют собой компромисс: имеют усиленную конструкцию и более прочную сталь, чем у ручных, но их геометрия позволяет работать ими и вручную. Однако в серийном производстве они уступят по производительности специализированным машинным, а при ручной работе потребуют большего усилия, чем классический комплект.
Что делать, если метчик сломался в отверстии?
Это одна из самых неприятных ситуаций. Основные методы извлечения обломка — это использование специальных инструментов, экстракторов для метчиков, которые захватывают обломок за стружечные канавки. В более сложных случаях, когда обломок сидит глубоко, применяют электроэрозионную обработку («прожиг»), которая разрушает метчик, не повреждая резьбу в детали. Химическое травление кислотой возможно, но применяется редко из-за опасности и воздействия на саму деталь.
Нужна ли смазка при нарезании резьбы?
Однозначно, да. Использование смазочно-охлаждающей жидкости (СОЖ) при работе на станке или специального масла/пасты при ручной нарезке — обязательно. Смазка выполняет сразу три функции: уменьшает трение и необходимый крутящий момент, охлаждает инструмент и заготовку, а также помогает эвакуировать стружку. Работа "на сухую" резко снижает ресурс инструмента и ухудшает качество поверхности резьбы.
Критерии выбора: когда цена ошибки выше экономии
"Главное правило, которое мы в «РосИнструменте» транслируем своим клиентам: используйте инструмент по его прямому назначению. Попытка сэкономить время, используя ручной метчик в дрели, почти всегда заканчивается потерей времени и денег на извлечение обломка. Правильно подобранный машинный метчик для работы на станке — это не просто инструмент, это гарантия качества вашей продукции и производительности вашего цеха." — Шестопалов Александр Сергеевич, директор «РосИнструмент».
Итоговый выбор между ручным и машинным метчиком диктуется не ценой инструмента, а масштабом и характером задачи. Для гаража, мастерской и редких ремонтных работ достаточно качественного ручного комплекта. Для любого производства, где время — деньги, а качество — репутация, единственно верным решением будет использование производительного машинного инструмента.