













Автор: Шестопалов Александр Сергеевич, директор «РосИнструмент». В металлообработке с 2004 года.
Правильная заточка сверла по металлу своими руками — это техника, доступная каждому. Весь процесс сводится к нескольким ключевым действиям.
- Диагностика: Определите признаки затупления сверла — визг при работе, мелкая, горелая стружка или просто отказ сверлить.
- Подготовка: Выберите ваш инструмент для заточки, будь то точильный станок или болгарка, и обязательно подготовьте средства индивидуальной защиты и емкость с водой для охлаждения.
- Заточка: Сформируйте заднюю поверхность режущей кромки под углом примерно 10-15°, при этом сохраняя основной угол при вершине в 118° для стали.
- Симметрия: Повторите операцию для второй режущей кромки, добиваясь их полной идентичности по длине и углу наклона.
- Контроль: Проверьте результат визуально, с помощью специального шаблона и, конечно, тестовым сверлением на ненужном куске металла.
Признаки затупления сверла по металлу: когда пора точить
Заточка сверл — это не просто способ сэкономить на покупке новых, это фундаментальная часть культуры производства. За годы работы в «РосИнструмент» я видел, как один острый инструмент может кардинально изменить производительность целого участка, сократив время обработки и процент брака. Конечно, если режущая часть полностью выгорела или инструмент обломился у самого хвостовика, безопаснее и проще выбрать новые сверла по металлу в каталоге, чтобы не рисковать качеством деталей. Но в 90% случаев старый инструмент можно спасти.
Как понять, что сверло тупое: 3 главных признака
Понять, что сверло пора точить, можно без специальных приборов, достаточно быть внимательным к деталям процесса работы.
Характерный звук и вибрация
Острое сверло входит в металл плавно, с ровным шипением. Тупое же начинает визжать, скрипеть, создавая повышенную вибрацию, которая передается на дрель или станок. Этот звук — первый сигнал о том, что инструмент не режет, а трет и рвет металл.
Качество стружки и скорость работы
Идеальная стружка от острого сверла — длинная, витая и блестящая. Как только вы замечаете, что стружка стала мелкой, крошится или превратилась в пыль, а для сверления отверстия требуется прилагать заметно больше усилий, — сверло затупилось. Скорость сверления падает в разы.
Внешний вид режущих кромок
Просто посмотрите на кончик сверла. У острого инструмента режущие кромки четкие, острые. У тупого они скруглены, на них появляются блестящие от трения залысины и даже мелкие сколы.
Почему острая заточка — это экономия времени и денег
Использование тупого сверла приводит к каскаду проблем. Во-первых, вы тратите больше времени на каждое отверстие. Во-вторых, возрастает нагрузка на оборудование, будь то ручная дрель или сверлильный станок, что ведет к его преждевременному износу. В-третьих, перегрев из-за трения может испортить и само сверло ("отпустить" металл), и заготовку. В итоге, цена ошибки — это не только стоимость нового инструмента, но и стоимость испорченной детали. Особенно это критично для серийного производства. Для высокоточных операций на станках с ЧПУ ручная переточка часто нецелесообразна — технологи предпочитают изначально использовать профессиональные твердосплавные сверла с заводской геометрией, гарантирующие сотни метров идеального реза без отклонений.
Чем точить сверла по металлу: выбор станка и приспособлений
Правильная подготовка — это половина успеха. Прежде чем приступить к заточке, убедитесь, что у вас есть все необходимое и вы помните о безопасности.
Выбор основного инструмента для заточки
Существует несколько способов вернуть сверлу остроту в домашних или гаражных условиях, каждый со своими компромиссами.
Точильный станок (электронаждак) — лучший выбор
Это классическое и наиболее правильное устройство для заточки. Наличие подручника позволяет жестко зафиксировать руку и выдержать нужный угол, а вращающийся с постоянной скоростью круг обеспечивает равномерный съем металла. Это мой личный выбор для получения качественного результата.
Болгарка (УШМ) с лепестковым кругом — для опытных
Заточка сверла по металлу своими руками болгаркой возможна, но требует твердой руки и большого опыта. Выбирая этот метод ради скорости, вы жертвуете точностью. Легко "завалить" угол или перегреть кромку. Рекомендую только как крайнюю меру.
Дрель/шуруповерт со специальными насадками — для новичков
На рынке есть специальные приспособления-насадки для дрели, которые имеют направляющие для сверла. Это хороший вариант для тех, кто точит сверла нечасто и боится ошибиться. Простота в использовании здесь достигается за счет меньшей универсальности.
Ручная заточка напильником — для мелких сверл и особых случаев
Этот способ подходит для заточки сверл очень малого диаметра или для правки кромок без серьезной переточки. Процесс очень медленный и требует большого мастерства.
Вспомогательное оборудование и СИЗ
Для качественной и безопасной работы вам понадобятся: емкость с водой или маслом для периодического охлаждения сверла, чтобы не допустить перегрева; шаблоны или угломеры для точного контроля геометрии; и, что самое главное, средства индивидуальной защиты. Обязательно используйте защитные очки или щиток для лица, плотные перчатки для защиты рук и респиратор, чтобы не вдыхать абразивную пыль.
Ключевые правила техники безопасности
В «РосИнструмент» мы придерживаемся правила: безопасность на первом месте. Никакая спешка не стоит вашего здоровья. Убедитесь, что точильный круг не имеет трещин, защитный кожух на месте, а сами вы стоите устойчиво. Работайте в очках, даже если точите всего одно сверло.
Не подносите сверло к вращающемуся кругу резким движением. Все движения должны быть плавными и контролируемыми. И всегда держите рядом емкость с охлаждающей жидкостью.
Правильные углы заточки сверла: таблица для разных металлов
Чтобы правильно заточить сверло, нужно понимать, как оно устроено. Это как знание анатомии для хирурга — без него любое действие будет случайным.
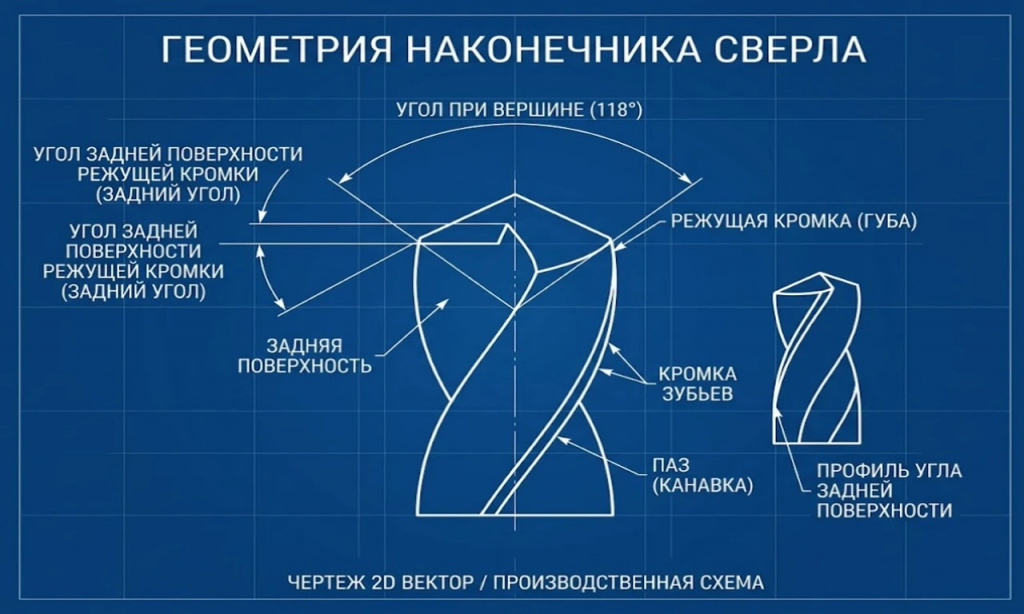
Инфографика: Основные углы режущей части классического спирального сверла.
Основные элементы и их назначение
Каждая часть сверла выполняет свою функцию, и нарушение геометрии хотя бы одной из них ведет к некачественному сверлению.
- Режущие кромки (главные) — это две острые грани, которые непосредственно снимают стружку. Они должны быть одинаковой длины и заточены под одинаковым углом.
- Поперечная кромка (перемычка) — это небольшая кромка в самом центре сверла, соединяющая две режущие. Чем она короче, тем легче сверлу центрироваться и начинать сверление.
- Задняя поверхность и задний угол — это поверхность за режущей кромкой. Она должна быть ниже самой кромки (иметь задний угол), чтобы сверло не терлось о дно отверстия, а именно резало.
- Угол при вершине — это полный угол между двумя режущими кромками. Его величина зависит от материала, который вы собираетесь сверлить.
Таблица: Оптимальные углы заточки для разных металлов
Правильно выбранный угол заточки сверла по металлу — залог эффективной работы. Стандартный угол в 118-120 градусов подходит для конструкционной стали, но для других материалов его лучше корректировать.
| Материал | Угол при вершине (2φ) | Задний угол (α) |
| Конструкционная сталь | 118-120° | 10-12° |
| Легированная/Нержавеющая сталь | 135-140° | 8-10° |
| Чугун | 118° (с подточкой перемычки) | 12° |
| Алюминий, его сплавы | 130-140° | 15-20° |
| Медь, Латунь, Бронза | 125-135° | 12-15° |
Как правильно заточить сверло на наждаке: пошаговая инструкция
Это основной и самый надежный способ. Давайте разберем его по шагам.
Шаг 1: Подготовка станка и сверла
Установите на точильный станок мелкозернистый абразивный круг. Отрегулируйте подручник так, чтобы он находился близко к кругу и на нужной высоте. Возьмите сверло в руки и мысленно представьте итоговую геометрию.
Шаг 2: Формирование задней поверхности первой кромки
Возьмите сверло левой рукой за рабочую часть как можно ближе к режущим кромкам, а правой — за хвостовик. Прижмите режущую кромку к боковой поверхности круга параллельно его оси. Затем, сохраняя угол при вершине (около 60° к оси круга), плавно проверните сверло правой рукой, как бы "накатывая" заднюю поверхность на круг. Движение должно быть единым и плавным.
Шаг 3: Симметричная заточка второй кромки
Не отрывая взгляда от сверла, быстро поверните его на 180 градусов и повторите то же самое движение для второй режущей кромки. Ваша цель — добиться абсолютной симметрии. Кромки должны быть одинаковой длины, а вершина — находиться строго на оси сверла. Периодически окунайте сверло в воду для охлаждения.

Симметрия режущих кромок — главное условие для получения ровного и точного отверстия.
Шаг 4: Утончение перемычки (ключ к легкому сверлению)
После заточки основных кромок перемычка становится шире. Ее необходимо подточить. Это делают углом абразивного круга. Аккуратным, коротким движением подточите заднюю поверхность в центре сверла, тем самым уменьшая длину перемычки. Эта операция требует сноровки, но именно подточка перемычки сверла значительно облегчает начало сверления.
Шаг 5: Финальная доводка и шлифовка (опционально)
Для получения идеальной чистоты режущей кромки можно произвести доводку на мелкозернистом или алмазном бруске вручную. Это убирает мелкие заусенцы и повышает стойкость инструмента.
Альтернативные способы заточки в домашних условиях
Если точильного станка под рукой нет, можно использовать другие инструменты.
Заточка болгаркой (УШМ): быстро, но требует сноровки
Закрепите УШМ в тисках. Используйте лепестковый круг мелкой зернистости. Техника движений та же, что и на точиле, но контролировать процесс гораздо сложнее из-за высоких оборотов и отсутствия подручника. Велик риск испортить сверло, поэтому этот способ подходит только для опытных.
Использование специальных насадок на дрель: просто и точно
Приспособление для заточки сверла, которое надевается на дрель, — отличный выход для новичков. Внутри такого устройства уже есть камень и направляющие отверстия под разные диаметры и с заданным углом. Вы просто вставляете сверло и включаете дрель. Точность и простота здесь достигаются в ущерб универсальности (обычно такие насадки рассчитаны только на стандартный угол 118°).
Контроль качества: 3 способа проверить, что сверло заточено правильно
Вы закончили заточку. Но как убедиться, что все сделано верно?
Визуальный осмотр: на что обратить внимание
Посмотрите на сверло со стороны вершины. Режущие кромки должны быть абсолютно одинаковой длины. Перемычка должна быть короткой, симметричной и перпендикулярной главным кромкам. Задний угол должен быть виден как зазор между режущей кромкой и плоскостью, если положить сверло на стол.
Проверка с помощью шаблона или штангенциркуля
Существуют специальные шаблоны для контроля углов заточки сверл. С их помощью можно точно проверить и угол при вершине, и задний угол. Длину кромок удобно измерять штангенциркулем.
Тестовое сверление: финальный экзамен
Лучшая проверка — это практика. Возьмите ненужный кусок металла и просверлите отверстие. Если сверло входит в материал легко, а стружка выходит из-под обеих кромок одинаковой, ровной спиралью — вы все сделали правильно.
Частые ошибки новичков и как их избежать
Каждый мастер когда-то был новичком. Я собрал самые распространенные ошибки, которые могут свести на нет все ваши усилия.
Ошибка №1: Перегрев (синий цвет) и его последствия
Если в процессе заточки вы слишком сильно давили на сверло и не охлаждали его, металл на кончике мог перегреться. Признак — появление синеватого или фиолетового цвета побежалости. Это означает, что металл "отпустился", потерял свою твердость. Такое сверло затупится почти мгновенно. Цена ошибки: испорченный инструмент.

Цвета побежалости (синева) говорят о том, что металл «отпущен» — такое сверло мгновенно затупится.
Ошибка №2: Неправильный или "отрицательный" задний угол
Если задняя поверхность заточена без уклона (задний угол равен нулю) или, что еще хуже, выше режущей кромки, сверло не будет резать. Оно будет тереться всей плоскостью о металл, сильно греться и визжать.
Ошибка №3: Разная длина или угол заточки кромок (асимметрия)
Это, пожалуй, самая частая ошибка. Если одна режущая кромка длиннее другой, работать будет только она. Центр сверла сместится, отверстие получится разбитым и большего диаметра, а нагрузка на сверло и станок будет колоссальной.
Ошибка №4: Игнорирование заточки перемычки
Слишком длинная перемычка создает огромное сопротивление в центре и мешает сверлу центрироваться. Даже идеально заточенные основные кромки не спасут ситуацию, если перемычка осталась толстой. Сверло будет "гулять" по поверхности в начале сверления.
Часто задаваемые вопросы
Какой абразивный круг лучше использовать для заточки сверл?
Для сверл из быстрорежущей стали (HSS) лучше всего подходит белый круг из электрокорунда (маркировка 25А) на керамической связке средней твердости с зернистостью 40-60. Он меньше засаливается и не так сильно греет металл.
Можно ли заточить сверло с кобальтовым или титановым покрытием?
Да, можно. Но учтите, что при заточке вы снимете износостойкое покрытие (например, нитрид титана, имеющий золотистый цвет) с режущей кромки. Сверло останется рабочим, но его стойкость немного снизится по сравнению с новым. Кобальтовые сверла можно точить так же, как и обычные, так как кобальт — это легирующая добавка в самом сплаве, а не покрытие.
Как часто нужно затачивать сверла?
Затачивать сверло нужно не по расписанию, а по состоянию. Как только вы заметили любой из признаков затупления (визг, плохая стружка, необходимость сильно давить), сразу же правьте инструмент. Работа тупым сверлом неэффективна и вредна для оборудования.
Что делать, если кончик сверла сломался?
Если отломился самый кончик, можно полностью переточить сверло. Для этого сначала на точиле сформируйте базовый конус с нужным углом при вершине, а затем уже приступайте к заточке режущих кромок и перемычки, как описано в инструкции. Если же скол большой, восстановление сверла, особенно малого диаметра, может быть нецелесообразным.
Как продлить срок службы инструмента
Самостоятельная заточка сверл — это навык, который экономит ваши деньги и повышает качество работы. Главное в этом процессе — не спешка, а понимание геометрии инструмента и аккуратность. Запомните три основы: правильные углы, абсолютная симметрия кромок и обязательный контроль за перегревом.
В «РосИнструмент» наша миссия — обеспечивать вас надежным инструментом. Но мы также верим, что правильная эксплуатация и уход за ним — это ключ к долгой службе и высокой производительности. Освоив заточку, вы продлеваете жизнь качественного инструмента и делаете свою работу более профессиональной и предсказуемой.