













Автор: Шестопалов Александр Сергеевич, директор и собственник компании «РосИнструмент». Опыт в сфере металлообработки с 2004 года.
Сравнение фрезерных оправок: стандарты ГОСТ и DIN
Для инженера, стоящего перед станком, самый первый вопрос — какой стандарт оснастки использовать. От этого зависит точность, производительность и, в конечном счете, себестоимость детали. Если на вашем производстве возникла потребность обновить инструментальный парк, вы можете прямо сейчас изучить доступные оправки для торцевых фрез в каталоге. Однако перед заказом обязательно ознакомьтесь с материалом ниже. Мы в «РосИнструмент» ежедневно сталкиваемся с проблемой неверного подбора, поэтому свели ключевые отличия стандартов в простую таблицу для быстрого принятия решения.
| Параметр | Стандарты ГОСТ (пример: ГОСТ 25827-93) | Стандарты DIN (пример: DIN 69871, DIN 2080, BT) |
| Тип конуса | Конус Морзе или конус 7:24. | Преимущественно конус 7:24, для HSK — полый конус 1:10. |
| Маркировка | Цифро-буквенные обозначения (например, 40, 50). | Стандартизированные обозначения (SK40, BT40, HSK-A63). |
| Основное применение | Универсальные фрезерные станки, оборудование советского/российского производства. | Станки с ЧПУ, обрабатывающие центры импортного и современного российского производства. |
| Автосмена инструмента | Исполнение 2 (аналог DIN 69871) предназначено для автоматической смены. Исполнение 1 (аналог DIN 2080) — для ручной. | Все современные стандарты (SK, BT, HSK, CAT) разработаны для автоматической смены. |
| Ключевое отличие | Ориентация на парк универсальных станков, простота конструкции. | Жесткие допуски, высокая степень стандартизации для ЧПУ, наличие пазов на фланце для захвата манипулятором. |
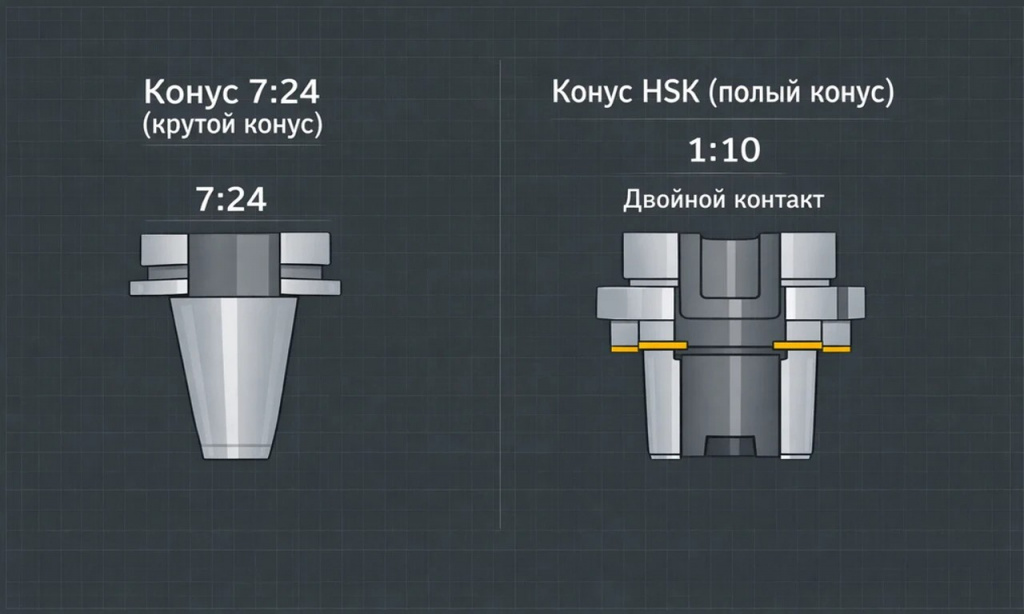
Инфографика: Эволюция фрезерной оснастки — от классического конуса к системам с двойным контактом.
Какие станочные оправки выбрать для ЧПУ и универсальных станков
Для оборудования, произведенного в СССР или России по старым стандартам, оправки по ГОСТ часто являются штатным и наиболее экономически оправданным решением. Они надежны и хорошо изучены.
Для импортных станков и современных обрабатывающих центров с ЧПУ оправки по DIN/ISO/BT — практически безальтернативный выбор. Они обеспечивают необходимую точность, жесткость и совместимость с системами автоматической смены инструмента.
Прямая замена ГОСТ на DIN возможна, если совпадают конусность (7:24) и размер (например, 50), но необходимо тщательно подбирать штревель (тяговый болт). Существуют переходные втулки, но это всегда компромисс, который может привести к потере жесткости и точности.
Выбор оснастки для фрезерного станка: пошаговый алгоритм
Выбор оправки — это не просто подбор по каталогу, а инженерное решение. Ошибка на этом этапе приводит к браку, поломке дорогостоящего инструмента и простоям. Вот проверенный на практике алгоритм, который мы используем в «РосИнструмент».
Шаг 1: Определите стандарт и размер конуса шпинделя вашего станка
Это фундамент. Неправильно подобранный конус не просто не подойдет — он может повредить шпиндель станка, ремонт которого обойдется в сотни тысяч рублей. Самый надежный способ — посмотреть документацию к станку. Если ее нет, поможет визуальная идентификация.
Визуальная идентификация: BT, SK, HSK, CAT, ISO
Уделите внимание фланцу оправки — части между конусом и посадочным местом под фрезу. У стандартов SK и BT, несмотря на одинаковый конус 7:24, фланцы принципиально разные: у SK пазы для захвата манипулятором симметричны, а у BT — нет. Попытка установить оправку BT в шпиндель SK40 (или наоборот) приведет к ошибке при смене инструмента и возможному повреждению оборудования.

Внешне конусы BT и SK идентичны, но разница кроется в расположении пазов захвата на фланце — они не взаимозаменяемы.
Шаг 2: Подберите оправку под тип и диаметр фрезы
Каждый тип фрезы требует своего способа крепления для максимальной эффективности.
Для насадных торцевых фрез (Face Mill)
Это классическая задача для любого фрезерного участка. Оправка для такой фрезы (стандарт FMB) имеет плоский посадочный торец с пазом под ведущую шпонку и центральное отверстие с резьбой под крепежный винт. Например, для тяжелой черновой обработки чугуна или сталей отлично подходят насадные торцевые фрезы по ГОСТ 24359-80 со вставными ножами, которые устанавливаются именно на такие оправки. Ключевые параметры при выборе оснастки в этом случае: диаметр посадочного отверстия самой фрезы (обычно это 22, 27, 32 или 40 мм) и требуемый вылет оправки от торца шпинделя.
Для фрез с цилиндрическим хвостовиком (End Mill)
Здесь выбор шире: цанговые патроны для универсальности, патроны Weldon для силового фрезерования (специальная лыска на хвостовике фрезы предотвращает проворот), гидро- и термопатроны для высокоточной финишной обработки.
Для дисковых фрез
Для этих фрез используются комбинированные оправки, имеющие цилиндрическую посадочную часть и набор дистанционных колец для точного позиционирования фрезы по оси.
Шаг 3: Учтите характер обработки и материал
Выбирая оправку для тяжелой черновой обработки, мы жертвуем идеальной точностью ради максимальной жесткости и момента зажима. И наоборот.
Черновая обработка: приоритет жесткости (силовой патрон)
При съеме большого объема материала (например, при обработке сталей 40Х или 30ХГСА) главное — надежность фиксации инструмента. Силовые фрезерные патроны или патроны Weldon обеспечивают максимальный зажим и предотвращают проворот фрезы, что критично при больших нагрузках.
Чистовая обработка: приоритет точности и минимума биений (гидропатрон, термопатрон)
Для получения качественной поверхности (Ra 0.8 и лучше) и соблюдения жестких допусков необходимо минимизировать биение инструмента. Гидравлические и термопатроны обеспечивают биение менее 0.003 мм, что напрямую влияет на стойкость инструмента и чистоту обработки.
Высокоскоростная обработка (HSM): требования к балансировке
При работе на скоростях шпинделя свыше 8 000 об/мин дисбаланс оправки создает вибрации, которые разрушают и подшипники шпинделя, и режущий инструмент. Для таких режимов обязательны оправки с классом балансировки G2.5.
Шаг 4: Оцените требования к точности и биению
Биение — это отклонение оси вращения инструмента от оси вращения шпинделя. Это не абстрактная цифра, а прямой враг вашего производства.
Александр Шестопалов: Из моего опыта, биение системы "шпиндель-оправка-фреза" более 0.01 мм может сократить срок службы твердосплавной фрезы до 50%. Вроде бы мелочь, но на дистанции в год это выливается в десятки и сотни тысяч рублей убытков только на инструменте, не говоря о браке. Всегда проверяйте биение при установке новой оправки.
Виды стандартов шпиндельных оправок: ГОСТ, BT, SK и HSK
За каждым обозначением стоит инженерная мысль и десятилетия эволюции. Понимание этих нюансов отличает профессионала.
Российские стандарты ГОСТ: актуальный обзор
ГОСТ 25827-93 — основной стандарт на оправки с конусом 7:24 для фрезерных станков. Исполнение 1 (аналог DIN 2080) имеет удлиненный хвостовик и предназначено для станков с ручной сменой. Исполнение 2 (аналог DIN 69871) имеет пазы на фланце и резьбу под штревель, что делает его пригодным для систем автоматической смены инструмента. Маркировка по ГОСТ обычно указывает на тип конуса и его размер, например "Конус 50".
Стандарт DIN 69871 (SK / ISO 7388) – Европейский стандарт
Это, пожалуй, самый распространенный стандарт в Европе для станков с ЧПУ. Его ключевая особенность — симметричное расположение двух пазов на фланце, что делает его универсальным для большинства манипуляторов автоматической смены. Распространенные типоразмеры — оправка SK40 и SK50.
Стандарт BT (MAS 403) – Японский стандарт для ЧПУ
Японский стандарт ВТ, особенно популярный оправка BT40 для торцевой фрезы, имеет тот же конус 7:24, что и SK. Однако его фланец толще и несимметричен — пазы для захвата имеют разную ширину. Это конструктивное отличие делает оправки BT и SK невзаимозаменяемыми, несмотря на внешнее сходство конуса.
Стандарт HSK (DIN 69893) – для высокоскоростной обработки
HSK (Hohl-Schaft-Kegel — полый конический хвостовик) — это революция в мире оснастки. Вместо длинного конуса 7:24 здесь используется короткий полый конус 1:10. Главное преимущество — контакт происходит одновременно и по конусу, и по торцу фланца. Это можно сравнить с креплением объектива на профессиональной фотокамере: он не просто вставляется, а прижимается к корпусу, образуя монолитную, жесткую конструкцию. Такой двойной контакт дает феноменальную жесткость и точность даже на скоростях свыше 20 000 об/мин.
Другие важные стандарты
DIN 2080 (ISO) — это "классика" для универсальных фрезерных станков с ручной сменой инструмента, без пазов для автосмены. CAT / CT (ANSI B5.50) — американский аналог стандартов SK и BT.
Ключевые технические параметры, влияющие на выбор
Помимо стандарта конуса, существует еще несколько критически важных параметров, которые определяют производительность и надежность вашей оснастки.
Типы зажимных механизмов и их применение
Цанговый патрон: Самый универсальный вариант для крепления инструмента с цилиндрическим хвостовиком. Хороший баланс точности и силы зажима. Патрон Weldon: Максимальная надежность от проворота благодаря фиксации винтом в лыску на хвостовике фрезы. Идеален для тяжелых черновых операций. Силовой фрезерный патрон: Обеспечивает высочайший момент зажима за счет системы игольчатых подшипников. Дорого, но незаменимо для экстремальных нагрузок. Гидравлический и термопатрон: Прецизионная оснастка для чистовой и высокоскоростной обработки. Обеспечивают минимальное биение за счет равномерного обжатия хвостовика.
Материалы изготовления оправок
Большинство качественных оправок изготавливаются из легированной цементируемой стали (например, 20CrMo4). Твердость конуса после термообработки должна быть в пределах 58-62 HRC, а сердцевина должна оставаться вязкой, чтобы выдерживать динамические нагрузки.
Точность и класс балансировки (G6.3, G2.5)
Класс балансировки G указывает на допустимый остаточный дисбаланс. Для общих работ на скоростях до 8 000 об/мин достаточно класса G6.3. Для высокоскоростной обработки (HSM) требуется класс G2.5, что значительно снижает вибрации и износ подшипников шпинделя.
Подача СОЖ: через центр или через фланец
Для современных станков важна возможность подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент. Оправки могут поддерживать подачу через центральное отверстие штревеля (AD) или через специальные каналы во фланце (AD/B). Этот параметр должен соответствовать возможностям вашего станка.
Ошибки при эксплуатации зажимных патронов и оправок
В нашей компании «РосИнструмент» мы не только поставляем инструмент, но и помогаем клиентам решать проблемы. Вот три ошибки, цена которых измеряется сотнями тысяч рублей убытков.

Фреттинг-коррозия: результат попадания грязи и микровибраций. Это прямой путь к дорогостоящему ремонту шпинделя.
Несоответствие конуса оправки и шпинделя ("похож, но не тот")
Цена ошибки: от 200 000 рублей. Попытка установить оправку BT40 в шпиндель SK40 (или наоборот) может показаться безобидной. Но при автоматической смене манипулятор не сможет корректно зафиксировать или извлечь оправку. В лучшем случае это вызовет остановку станка. В худшем — падение оправки, повреждение инструмента, стола, а иногда и самого механизма смены. Стоимость ремонта шпинделя и механизма автосмены легко превышает 200 тысяч рублей, не считая простоя.
Использование изношенных цанг и зажимных винтов
Цена ошибки: от 5 000 рублей за одну операцию. Изношенная цанга или "слизанный" винт в патроне Weldon не обеспечивают должного зажима. В результате фреза начинает "ползти" из патрона или проворачиваться. Это приводит к мгновенной поломке инструмента (минус 5 000 - 15 000 руб. за фрезу) и браку дорогостоящей заготовки (убытки могут исчисляться десятками тысяч). Стоимость новой качественной цанги — в 10 раз меньше.
Игнорирование регулярной чистки и ухода
Цена ошибки: Постепенное "убийство" шпинделя. Мельчайшая стружка или грязь, попавшая на поверхность конуса оправки, при установке в шпиндель работает как абразив. Со временем она оставляет микроцарапины и забоины как на оправке, так и на внутренней поверхности шпинделя. Этот процесс, называемый фреттинг-коррозией, постепенно ухудшает контакт и увеличивает биение. Результат — падение точности всего станка и дорогостоящая перешлифовка конуса шпинделя.
Ответы на частые вопросы
Что такое биение оправки и на что оно влияет?
Биение — это радиальное отклонение режущей кромки инструмента от оси вращения шпинделя. Оно напрямую влияет на три вещи: снижает стойкость инструмента (неравномерная нагрузка на режущие кромки), ухудшает качество обработанной поверхности (появляется "дробление") и может приводить к повышенным вибрациям, изнашивающим подшипники шпинделя.
Можно ли использовать оправку BT в шпинделе SK40?
Категорически нет. Несмотря на одинаковую конусность 7:24, у них разные фланцы и резьба под штревель. Система автоматической смены инструмента не сможет корректно работать с такой оправкой, что почти гарантированно приведет к аварийной ситуации и возможному повреждению станка.
Как часто нужно проверять состояние оправок?
Визуальный осмотр конуса на предмет грязи, забоин и коррозии необходимо проводить перед каждой установкой в шпиндель. Проверку биения с помощью индикатора рекомендуется проводить не реже раза в неделю для ответственных операций, а также обязательно после любого инцидента (падение, столкновение).
В чем разница между оправкой для торцевой и для концевой фрезы?
Основное различие в способе крепления инструмента. Оправка для торцевой фрезы (насадной) имеет плоскую торцевую поверхность с пазом под шпонку и крепежный винт, куда фреза устанавливается своим центральным отверстием. Оправка для концевой фрезы (например, цанговый патрон) предназначена для зажима ее цилиндрического хвостовика.