













Автор: Шестопалов Александр Сергеевич, директор и собственник компании «РосИнструмент». Опыт в сфере металлообработки с 2004 года.
- Что это? Обратные кулачки — это специальная оснастка для токарного патрона, у которой рабочие ступени перевернуты. Они предназначены для зажима крупногабаритных или полых заготовок.
- Зачем нужны? Для надежной фиксации заготовок, диаметр которых превышает возможности зажима прямыми кулачками, или для крепления деталей типа труб и колец за их внутреннюю поверхность («в разжим»).
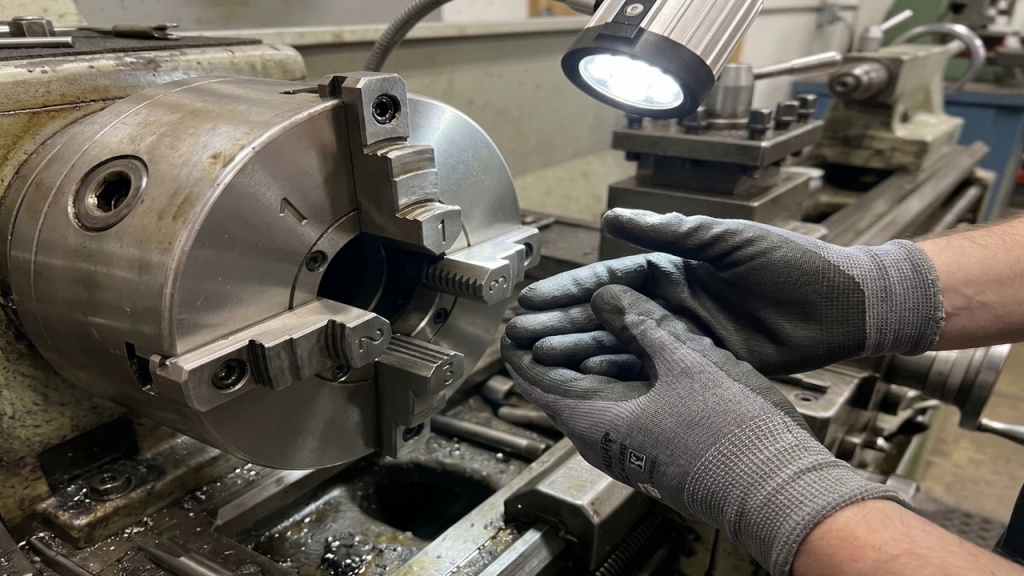
- Как ставить? Необходимо очистить патрон и кулачки, сопоставить номера на кулачках и пазах патрона (1-1, 2-2, 3-3), вставить их в пазы и, вращая ключ, завести в зацепление со спиральным диском («улиткой»).
Назначение обратных кулачков для токарного патрона
Основной ответ на этот вопрос прост: обратные кулачки — это способ расширить возможности вашего стандартного токарного патрона без его замены. Это комплект сменной оснастки, который идет с большинством новых патронов и позволяет решать задачи, недоступные для стандартных прямых кулачков.
Принцип зажима габаритных и полых заготовок
Конструкция обратных кулачков зеркальна прямым. Если у прямых кулачков рабочие ступени направлены к центру, то у обратных они смотрят наружу. Это позволяет, во-первых, зажимать заготовки гораздо большего диаметра по наружной поверхности. И, во-вторых, что не менее важно, фиксировать полые детали (трубы, втулки, кольца) за внутреннюю поверхность, работая «на разжим». Патрон, по сути, превращается в более универсальный инструмент.
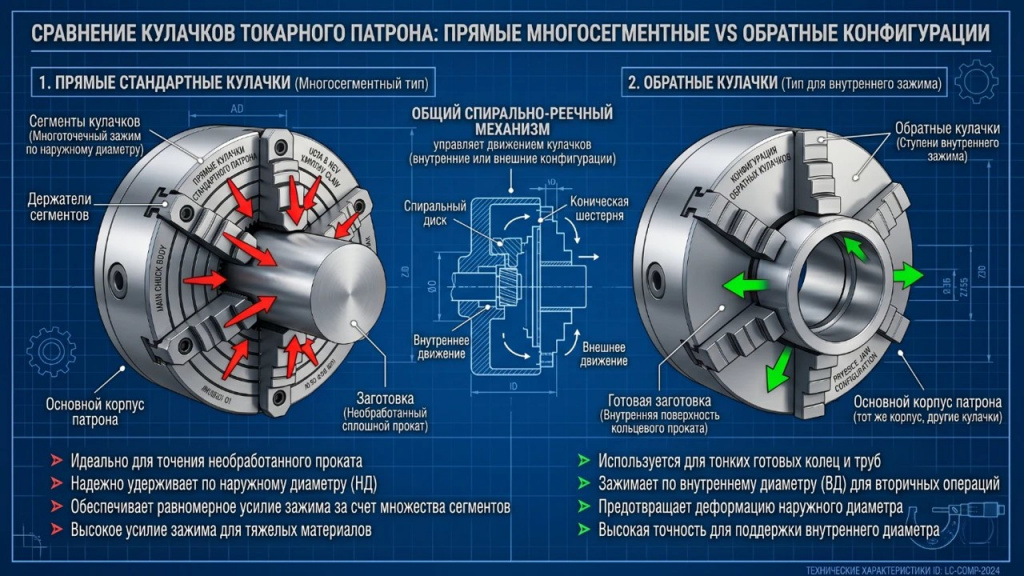
Зеркальная конструкция обратных кулачков кардинально меняет вектор зажимного усилия.
Ключевые сценарии работы: фиксация «в разжим» и обработка торца
Основных сценариев, где стандартные прямые кулачки бессильны, три: зажим заготовок большого диаметра по наружной поверхности, фиксация полых деталей за внутреннюю поверхность для обработки наружного контура и торца, а также обработка торца или расточка внутренней части крупногабаритных деталей, когда необходим свободный доступ резца. Каждый из этих сценариев — прямой путь к простою станка, если под рукой нет комплекта обратных кулачков.
Главные преимущества: экономия, универсальность и гибкость
Использование обратных кулачков дает три ощутимых выгоды. Первое — это прямая экономия средств, так как отпадает необходимость покупать отдельный токарный патрон большего диаметра для разовых или редких задач. Второе — универсальность: один патрон и два комплекта кулачков перекрывают огромный диапазон диаметров и типов заготовок. Третье — гибкость производства, выраженная в возможности быстрой переналадки станка под нестандартную заготовку без сложных приспособлений.
Как правильно установить обратные кулачки: пошаговая инструкция
Процесс замены кулачков несложный, но требует аккуратности и внимания к деталям. От правильности установки напрямую зависит точность обработки, ресурс патрона и, что самое главное, безопасность оператора.
Подготовка токарного патрона и очистка спирального диска (улитки)
Перед началом любых манипуляций станок должен быть полностью обесточен, а зона работы очищена от стружки. Вам понадобятся ключ для токарного патрона, жесткая щетка (металлическая или капроновая), чистая ветошь и подходящая консистентная смазка, например, Литол-24 или специальная смазка для патронов. Работайте в защитных перчатках — края пазов и кулачков могут быть острыми.
Совет от практика: Перед установкой всегда "прогоняйте" кулачки по пазам без смазки. Так вы тактильно почувствуете любые заусенцы или въевшуюся грязь, которые могут повлиять на точность. Только убедившись, что ход плавный, можно финально очищать и смазывать. Это простое действие не раз спасало от неточного центрирования детали. — Шестопалов Александр Сергеевич
Пошаговый процесс установки для 3-кулачкового патрона
- Шаг 1. Полная очистка: Сначала выкручиваем старые кулачки, вращая ключ против часовой стрелки. Затем щеткой и ветошью тщательно вычищаем пазы в корпусе патрона и витки спирального диска («улитки») от старой смазки, грязи и металлической пыли.
- Шаг 2. Идентификация: На каждом кулачке из комплекта выбита цифра (1, 2, или 3). На корпусе патрона, рядом с одним из пазов, также есть метка — обычно это цифра «1» или точка. Это отправная точка. Пазы считаются по порядку против часовой стрелки.
- Шаг 3. Установка по порядку: Вращая ключ патрона против часовой стрелки, выводим спираль в начальное положение (она скроется в корпусе). Вставляем кулачок с номером «1» в паз с номером «1». Слегка придерживая его, начинаем медленно вращать ключ по часовой стрелке. Вы почувствуете и услышите, как гребенка кулачка зацепится за первый виток спирали. Не прекращая вращения, повторяем операцию с кулачком №2 в пазу №2 и кулачком №3 в пазу №3.
- Шаг 4. Проверка схождения: После установки всех трех кулачков плавно сводим их к центру. Они должны сойтись одновременно, образовав правильный круг без видимых зазоров и перекосов. Также проверьте, что они плавно расходятся.
- Шаг 5. Нанесение смазки: Убедившись в правильности установки, наносим свежую смазку на гребенки установленных кулачков и, по возможности, на спираль патрона. Несколько раз сводим и разводим кулачки, чтобы смазка равномерно распределилась.
Строгое соблюдение нумерации (1-1, 2-2, 3-3) при установке — гарантия того, что кулачки сойдутся в центре без биения.
Частые ошибки при установке и как их избежать
Наиболее распространенные ошибки ведут к порче заготовки или оснастки. Установка кулачков не по номерам (например, 1-3-2) приведет к биению и не центрованному зажиму. Пропуск витка спирали, когда один кулачок зацепился наоборот позже других, вызовет неравномерное схождение. Установка в грязные, неочищенные пазы — верный путь к заклиниванию, потере точности и ускоренному износу и патрона, и кулачков.
Выбор сменной оснастки: прямые, обратные и сырые кулачки
Если у вас нет комплектных кулачков или они износились, при выборе новых нужно ориентироваться на несколько ключевых параметров. Это обеспечит их совместимость и правильную работу.
Совместимость: шаг гребенки, ширина паза и стандарты ГОСТ / DIN
Три главных параметра для подбора: диаметр патрона (например, 250 мм), ширина паза в корпусе патрона и шаг зубьев на гребенке кулачка. Последние два параметра должны идеально совпадать. Информацию о них можно найти в паспорте патрона или измерить на старых кулачках с помощью штангенциркуля. В «РосИнструмент» наши специалисты всегда помогут подобрать правильный комплект по модели вашего патрона или по размерам.
Сравнительная таблица типов токарных кулачков
Чтобы упростить понимание, мы собрали ключевые отличия в одной таблице.
| Тип кулачка | Основное назначение | Материал | Точность | Преимущества | Недостатки |
| Прямые каленые | Зажим малых и средних диаметров по наружной поверхности. | Закаленная сталь | Стандартная | Высокая износостойкость, универсальность. | Ограниченный максимальный диаметр заготовки. |
| Обратные каленые | Зажим больших диаметров и полых деталей "в разжим". | Закаленная сталь | Стандартная | Расширяют диапазон диаметров, универсальность. | Меньшая жесткость при зажиме "в разжим". |
| Сырые (мягкие) | Зажим деталей сложной формы, финишная обработка с максимальной точностью. | Незакаленная сталь | Высочайшая (после расточки) | Минимальное биение, не повреждают чистовую поверхность. | Требуют расточки под каждую задачу, быстрый износ. |
Совместимость с производителями (ГОСТ, DIN, ISO)
Патроны и кулачки, произведенные по ГОСТ (например, продукция белорусского завода «БелТАПАЗ»), часто взаимозаменяемы в пределах одного типоразмера. Однако с патронами импортных производителей (например, Bison, Prawat) и многими азиатскими брендами ситуация сложнее. Для них необходимо подбирать строго оригинальные кулачки или аналоги, выпущенные специально для конкретной модели патрона, так как профиль и шаг гребенки могут отличаться.
Перед тем как оформить заказ, обязательно изучите характеристики вашего патрона, чтобы подобрать станочные принадлежности нужной серии. Если сомневаетесь — свяжитесь с нашими специалистами, мы поможем сделать безошибочный выбор.
Особенности обслуживания и расточка каленых кулачков
Для тех, кто стремится к максимальной точности и долговечности оснастки, существуют более глубокие нюансы эксплуатации.
Что такое расточка сырых кулачков и для чего она нужна?
Когда требуется максимальная точность центрирования, например, при чистовой обработке ответственных деталей, используют «сырые» или «мягкие» кулачки. Их растачивают прямо на станке, зажав в них калибровочное кольцо. Этот процесс позволяет компенсировать все погрешности и износ самого патрона, добиваясь биения в несколько микрон. Это тема для отдельного большого разговора.
Применение эльборовых резцов и суппортного шпинделя
Многие токари интересуются, возможна ли расточка обратных кулачков (каленых), если на них появилась выработка или нужно добиться идеальной соосности на крупногабаритной детали. В отличие от сырых, закаленную сталь обычным твердосплавным резцом обработать почти невозможно — он будет «гореть» и отжиматься. Для этой процедуры применяют резцы со вставками из эльбора (CBN) или используют внутришлифовальную приставку (суппортный шпиндель). Перед шлифовкой кулачки обязательно фиксируют в напряженном состоянии («в преднатяг») с помощью специального технологического кольца. При этом важно убедиться, что сама улитка токарного патрона (спиральный диск) не имеет критического износа или люфта, иначе любая шлифовка даст лишь кратковременный результат.
Критические ошибки эксплуатации, ведущие к износу патрона
Есть несколько привычек, которые быстро «убивают» любой патрон. Зажим патрона без заготовки «в пустоту» до упора может деформировать спираль. Чрезмерное усилие при зажиме с помощью «трубы на ключе» приводит к выкрашиванию зубьев и повышенному износу механизма. Использование изношенных кулачков снижает точность и безопасность работы. Самая главная ошибка — работа без регулярной чистки и смазки, что вызывает ускоренный абразивный износ всех движущихся частей.
Часто задаваемые вопросы
Можно ли использовать кулачки от патрона другого производителя?
Только если есть полная уверенность в совпадении всех параметров: ширины паза, шага и профиля гребенки. Для патронов по ГОСТ это возможно, для импортных — крайне не рекомендуется. Ошибка может привести к порче патрона.
Как часто нужно смазывать и чистить кулачки?
В условиях серийного односменного производства — не реже одного раза в неделю. При интенсивной работе или обработке абразивных материалов (чугун) — ежедневно. Главный признак необходимости чистки — тугой ход ключа или появление посторонних звуков.
Как понять, что кулачки пора менять?
Основные признаки износа — видимая выработка на рабочих поверхностях, «слизанные» зубья гребенки, а главное — потеря точности. Если после зажима и проточки заготовки вы видите биение, и патрон исправен, скорее всего, дело в изношенных кулачках.
В чем разница установки кулачков на 3-х и 4-х кулачковых патронах?
Принцип для 3-х и 4-х кулачковых патронов с зависимым схождением (самоцентрирующих) абсолютно одинаков: установка по номерам в строгой последовательности. Разница возникает на 4-х кулачковых патронах с независимым перемещением кулачков, но там и принцип работы совершенно другой.
Из каких марок стали делают токарные кулачки?
Каленые кулачки чаще всего изготавливают из легированных конструкционных сталей, таких как сталь 20Х или 40Х, с последующей цементацией и закалкой рабочих поверхностей до высокой твердости (55-60 HRC). Сырые кулачки делают из незакаленной конструкционной стали Ст45 или аналогичных.