













Для точного нарезания внутренней резьбы необходимо правильно подготовить отверстие. Ошибка в выборе диаметра сверла под резьбу приводит к поломке дорогостоящего метчика, браку детали и простою производственной линии. Чтобы избежать этих издержек, используют стандартизированные таблицы диаметров, учитывающие тип и шаг резьбы, что позволяет подобрать оптимальные сверла по металлу для выполнения поставленных задач.
Для наиболее распространенной метрической резьбы с крупным шагом применяются следующие соотношения диаметров:
|
Резьба |
Шаг, мм |
Диаметр отверстия под резьбу, мм |
|
M3 |
0.5 |
2.5 |
|
M4 |
0.7 |
3.3 |
|
M5 |
0.8 |
4.2 |
|
M6 |
1.0 |
5.0 |
|
M8 |
1.25 |
6.8 |
|
M10 |
1.5 |
8.5 |
|
M12 |
1.75 |
10.2 |
|
M14 |
2.0 |
12.0 |
|
M16 |
2.0 |
14.0 |
|
M18 |
2.5 |
15.5 |
|
M20 |
2.5 |
17.5 |
|
M22 |
2.5 |
19.5 |
|
M24 |
3.0 |
21.0 |
Эти размеры сверл под метчики для нарезки резьбы являются базовыми. Однако для достижения качественного результата необходимо учитывать дополнительные факторы, такие как свойства обрабатываемого материала и тип резьбонарезного инструмента.
Почему стандартная формула «Диаметр минус Шаг» может привести к браку
Среди специалистов распространена упрощенная формула для подбора сверла: из номинального диаметра резьбы вычитается ее шаг. Для резьбы м8 с шагом 1.25 мм расчет будет: 8 - 1.25 = 6.75 мм. По таблице ГОСТ необходимо сверло под метчик диаметром 6.8 мм. Расхождение кажется незначительным, но оно имеет критическое значение.
При обработке вязких или мягких металлов, таких как конструкционная сталь или алюминий, металл не только срезается режущими кромками метчика, но и частично выдавливается, "поднимаясь" по профилю. Если диаметр сверла выбран строго по формуле, без учета этого подъема, объем выдавливаемого материала становится избыточным. Это приводит к заклиниванию инструмента в отверстии и его поломке.
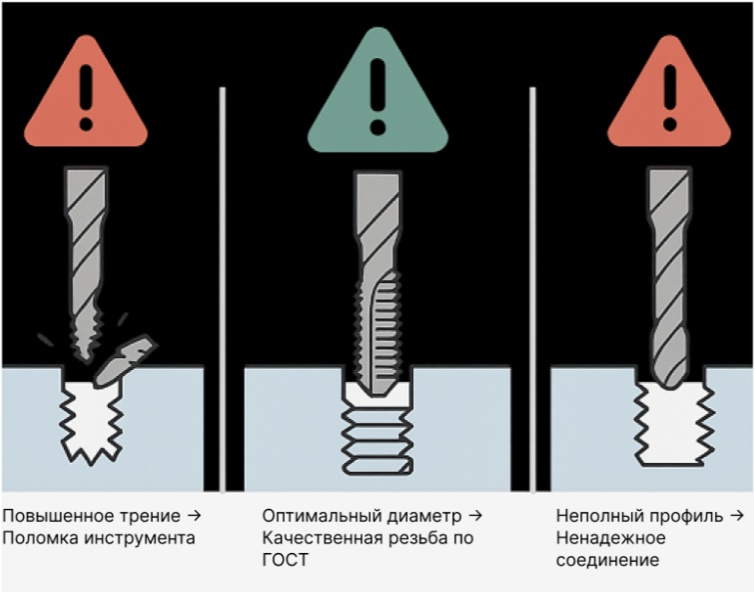
Использование сверла чуть большего диаметра, рекомендованного стандартом, создает необходимый зазор. Это обеспечивает качественный профиль внутренней резьбы и значительно снижает риск поломки метчика.
Таблицы подбора сверла под разные типы резьбы
Для точного подбора инструмента необходимо использовать справочные таблицы, составленные согласно ГОСТ 19257-73. Ниже приведены данные для разных типов резьб, с которыми сталкиваются на производстве.
Метрическая резьба (М) с мелким шагом
Мелкая резьба используется в соединениях, требующих высокой прочности и герметичности, а также для регулировочных винтов.
|
Резьба |
Шаг, мм |
Диаметр отверстия, мм |
|
M8x1 |
1.0 |
7.0 |
|
M10x1 |
1.0 |
9.0 |
|
M10x1.25 |
1.25 |
8.8 |
|
M12x1.25 |
1.25 |
10.8 |
|
M14x1.5 |
1.5 |
12.5 |
|
M16x1.5 |
1.5 |
14.5 |
|
M18x1.5 |
1.5 |
16.5 |
|
M20x1.5 |
1.5 |
18.5 |
|
M22x1.5 |
1.5 |
20.5 |
|
M24x2 |
2.0 |
22.0 |
Совет эксперта: при нарезании резьбы в хрупких материалах, таких как чугун или бронза, подъем материала минимален. В этих случаях допустимо использовать сверло для метчиков с диаметром на 0.1 мм меньше, чем указано в таблице. Это позволит получить более полный и прочный профиль резьбы. Для вязких сталей, наоборот, иногда оправдано увеличение диаметра на 0.1 мм для снижения нагрузки на инструмент.
Трубная (G) и дюймовая (UNC/UNF) резьба
Трубная цилиндрическая резьба применяется в сантехнических и гидравлических системах, дюймовая - в импортном оборудовании. Правильно выбрать сверло под дюймовую резьбу не менее важно.
|
Тип резьбы |
Номинальный размер |
Диаметр отверстия, мм |
|
G 1/8" |
1/8 дюйма |
8.8 |
|
G 1/4" |
1/4 дюйма |
11.8 |
|
G 3/8" |
3/8 дюйма |
15.25 |
|
G 1/2" |
1/2 дюйма |
19.0 |
|
UNC 1/4" |
1/4 дюйма - 20 ниток |
5.1 |
|
UNC 5/16" |
5/16 дюйма - 18 ниток |
6.6 |
|
UNC 3/8" |
3/8 дюйма - 16 ниток |
8.0 |
|
UNC 1/2" |
1/2 дюйма - 13 ниток |
10.8 |
Для работы с нестандартными или дюймовыми резьбами требуется специализированный металлорежущий инструмент. Наличие полного ассортимента сверл и метчиков под разные стандарты на складе позволяет оперативно закрывать любые потребности производства. В нашем каталоге представлен широкий выбор сверл по металлу, включая наборы под самые востребованные размеры.
Не только диаметр: 3 фактора, влияющих на результат
Качество резьбового соединения зависит не только от диаметра отверстия. Перед тем как нарезать резьбу, стоит обратить внимание на следующие аспекты.
Материал сверла и его назначение
Сверла изготавливают из различных марок быстрорежущей стали. Данная марка стали создана специально для использования при высоких показателях трения, возникающих во время резки металла. Благодаря составу инструментальной быстрорежущей стали повышается прочность изготовленного из нее инструмента, поэтому он хорошо себя показывает при работе на больших скоростях и на большой глубине резания.
- HSS / Р6М5: стандартный и универсальный вариант, подходит для обработки конструкционных сталей и чугуна.
- HSS-Co / Р6М5К5: легирование кобальтом повышает красностойкость инструмента. Такие сверла используют для обработки нержавеющих и жаропрочных сталей, где зона резания сильно нагревается.
- Твердосплавные (ВК8, Т5К10): применяются для сверления закаленных сталей и высокоабразивных материалов.
Важность СОЖ
Использование смазочно-охлаждающей жидкости (СОЖ) при сверлении и нарезании резьбы обязательно. СОЖ снижает трение, отводит тепло из зоны резания и помогает эвакуировать стружку. Это напрямую влияет на стойкость инструмента и чистоту получаемой поверхности. Для стали используют масляные эмульсии, для алюминия - керосин или специальные смазки.
Предварительная обработка: фаска
Сначала нужно просверлить отверстие, а после - снять небольшую фаску (зенковать) на его входе. Фаска обеспечивает свободный заход метчика, предотвращает выдавливание металла на поверхность детали и формирует правильное начало первого витка резьбы.

«РосИнструмент» — ваш партнер по металлообработке
Более 10 лет, с 2007 года, мы в ООО “РИ96” придерживаемся принципа поставки только качественного инструмента. Успешная работа снабженца или технолога зависит от надежности поставщика, который не просто продает товар, а предлагает комплексное решение производственной задачи.
Наши инженеры помогают подобрать не только сверло под резьбу, но и соответствующий ему метчик, плашки и необходимую оснастку. Благодаря налаженным партнерским отношениям с ведущими российскими производителями и постоянному пополнению склада, мы обеспечиваем оперативные поставки полного ассортимента инструмента по всей РФ и предлагаем гибкие условия сотрудничества.
Часто задаваемые вопросы
Можно ли использовать одно и то же сверло для нарезания резьбы в стали и алюминии?
Технически да, если речь идет о сверле HSS. Однако для получения качественной резьбы в алюминии рекомендуется использовать сверло на 0.1 мм большего диаметра, чем для стали, из-за высокой вязкости алюминия.
Какое сверло под метчик м6 нужно для резьбы в нержавеющей стали?
Для метрической резьбы М6 стандартное отверстие - 5.0 мм. При обработке нержавеющей стали необходимо использовать сверло из кобальтовой стали (HSS-Co / Р6М5К5) и обильную подачу СОЖ для предотвращения перегрева и налипания материала.
В чем разница между метчиком для сквозных и глухих отверстий?
Метчики для сквозных отверстий имеют прямые канавки и выталкивают стружку вперед по ходу движения. Метчики для глухих отверстий оснащены винтовыми канавками, которые отводят стружку назад, из отверстия, предотвращая ее скопление на дне. Выбор неправильного типа метчика - частая причина его поломки.